
【日本酒学】第11回「醪造り」

今回は日本酒の造りにおける第四の工程である「醪造り」についてまとめていきます.
ついに本格的にアルコール発酵を行う工程に進みます.
日本酒検定なんて興味ないという方は「今回のコラム」だけでも読んでいただけると嬉しいです🙇🏻
<本シリーズの基本コンセプト>
・読むだけで日本酒検定1級の合格に必要な知識を得ることができる
・Why/Howに関する補足を入れることで日本酒検定に興味がない方にとっても面白いと感じてもらえる読み物にしたい
・検定対策とそれ以外を切り分けるため,記事は以下の構成とする
①トピックス ・・・ 日本酒検定に出題される内容を抽出した解説
②演習問題 ・・・ 過去の日本酒検定問題を紹介
③今回のコラム ・・・ (試験とは無関係な)補足や関連情報など
以下は前回の投稿です.
こちらも是非お読みいただけますと幸いです.
それではやっていきましょう♬
1. トピックス:醪造り
(1) 醪造りにおける三段仕込
醪は醸造用タンク内に蒸米,麹,水,酒母を投入した液体のことを指し,ここで本格的なアルコール発酵が行われます.
醪造りに用いられる蒸米や麹はそれぞれ掛米,掛麹とも呼ばれ,これらの原料は4日間で3回に分けて投入され,この仕込方法を三段仕込と呼びます.
このような方法を取る理由は,一度に大量の水や米を投入してしまうと酒母に含まれる清酒酵母の濃度が急激に下がり,雑菌や野生酵母が繁殖するリスクがあるためです.
そのため,およそ2倍ずつ希釈しながら仕込むことで酵母を増殖させながら活性を保持しつつ安全に発酵させることが可能となります.
三段仕込のイメージを下図に示します.

1日目:初添え(添え仕込)
酒母(醪全体の約7%)に加え,酒母に含まれる清酒酵母に対して急激な環境変化を与えないように全体の15 ~ 20%の掛米,掛麹,水を投入します.
2日目:踊り
タンクに何も投入せず,酵母の増殖を待ちます.
この間に醪表面に少しずつ泡が出てきます.
3日目:仲添え(仲仕込)
醪全体の約30%の掛米,掛麹,水を投入します.
初添えに対して約2倍に希釈されることになります.
4日目:留添え(留仕込)
残り(43 ~ 48%)の掛米,掛麹,水を投入します.
仲添え時点に対して約2倍に希釈されることになります.
また,甘味のある酒質に仕上げたい場合,上槽(搾り)の前に蒸米,酒母,酒粕などを加える四段仕込や五段仕込を行う場合もあります.
この際に投入する蒸米には,うるち米より溶けやすいもち米を使用する場合があります.
(例えば,ロ万を醸す花泉酒造はもち米による四段仕込を用いた代表的な酒蔵です)
(2) 醪造りの工程
留添えを1日目と数える発酵期間を「醪日数」と呼び,約3 ~ 5週間かけて本格的なアルコール発酵を行います.
アルコール発酵では発熱が生じるため醪造りには温度管理が重要で,おおむね15℃前後またはそれ以下に保って発酵を進めます.
一般的には温度が低いほど不要な微生物の活動が抑制され,雑味がなく軽快な酒質になる傾向がありますが,一方で清酒酵母の活動も抑制されるため酒粕の量が多くなるデメリットもあります.
一方,温度が高いとアルコール発酵が促進され過ぎて雑味が生じたり,腐造のリスクが高まる恐れがあります.
(3) 泡の状貌による発酵状況の把握
現代では醪の成分を分析して発酵の経過を把握できますが,昔は成分測定はおろか温度計もなかったため,発酵で生成する炭酸ガスによって醪の表面に形成される泡の状態を見極めることで発酵の進行状況を把握してきました.
この泡立ちの変化は大きく以下の7段階に区分けされます.
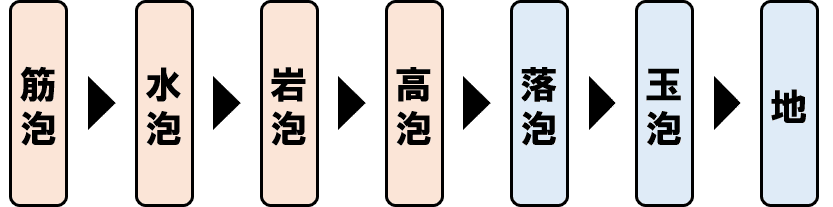
①筋泡(筋泡)
留添え後,2 ~ 3日でアルコール発酵が本格化し始め,表面に数本の泡の筋が現れます.
②水泡(みずあわ)
筋泡から2日ほど経った頃,白い泡が醪表面全体に広がった状態で,醪中の糖分が最も多くなります.
③岩泡(いわあわ)
水泡からさらに2日ほど経った頃,泡の位置が高くなって岩のような形になり,発酵による発熱が顕著になります.
この際,タンクから泡が吹きこぼれないように,醪の上部に扇風機状の泡消し機が設置されることもあります.
④高泡(たかあわ)
岩泡からさらに2日ほど経った頃,さらに泡の位置が高くなり,清酒酵母によるアルコール発酵が糖化に追いついて発酵のピークを迎えます.
泡なし酵母はこの高泡が発生しないことが特徴です.
⑤落泡(おちあわ)
高泡からさらに2日ほど,留添えから約12日前後で発酵のピークが過ぎ,泡の位置が次第に低くなってきます.
⑥玉泡(たまあわ)
落泡からさらに2日ほど経ち,泡立ちがかなり少なくなります.
⑦地(じ),坊主,チリメン泡,薄皮,厚蓋(あつぶた),飯蓋(めしぶた)
発酵が終盤に差し掛かって玉泡が消えた状態を指し,様々な呼び方で表現されます.
地の状態から上槽(搾り)までは数日 ~ 1週間程度で,目的とする酒質によってどの程度の時間を置くか判断されますが,酵母が死滅すると不快な香味が発生するため,最終段階では醪の温度を低くして酵母が死滅しない程度に活動を抑制するなどの工夫も施されます.
(4) 並行複発酵の制御
醪の造りによって得られる酒質は全く異なるものになるため,目的の酒質に合わせて温度や期間が設定されます.
例えば,濃醇な酒質を得ようとした場合,醪の発酵温度を高くして酵母の活動を活性化させる対応が取られますが,その際,発酵に必要な糖(酵母のエネルギー)が不足しないように総破精型麹を使用して糖化酵素を多く供給したりもします.
一方,華やかな吟醸香を得ようとした場合,醪を低温にしてゆっくり発酵させる必要があるため,逆に糖の生成を抑えるために突き破精型麹を使用したりします.
このように麹菌と酵母の働きを双方活用して発酵を制御することが必要となります.
糖の存在は味わいにも影響を及ぼし,残糖が多いといわゆる甘口の酒となりアルコール度数が低めの傾向に,残糖が少ないといわゆる辛口でアルコール度数が高めの傾向となります.
三段仕込や温度・期間の細かな管理により,得られる醪のアルコール濃度は18 ~ 20%と,醸造酒としては稀に見る高い数値となります.
(5) 木桶仕込
現在,醪用タンクの材質としては主に琺瑯やグラスライニング,ステンレスなどが用いられていますですが,室町時代以降,昭和初期までは木製の桶が用いられていました.
木の色が着色しやすい,酸化しやすい,液体が漏れやすい,雑菌や野生酵母が繁殖しやすいなどの理由から徐々に使われなくなりましたが,最近になって木桶を復活させる酒蔵も増えてきました.
なお,誤解されることが多いですが,貯蔵容器として杉樽などを用いた樽酒とは異なり,木桶仕込と言っても明確に木の香りがするわけではありません.
(6) 醸造アルコールの添加
発酵終了から上槽直前にアルコール30%前後に調整した醸造アルコールを添加する場合があります.
この操作は「アルコール添加」や「アル添」と呼ばれ,望ましくない添加物を加えるイメージを持たれることも多いですが,決して低品質を意味するものではありません.
醸造アルコールとは甲類焼酎と同じ製法で造られた蒸留酒を指し,糖蜜(廃糖蜜)やとうもろこし,米などを原料とすることが多いです.
醸造アルコールはブラジルや台湾などで蒸留された粗留アルコール(45%程度)を輸入し,国内の連続蒸留機でアルコール約95%までさらに蒸留され,醪に添加する際はアルコール30%前後まで加水調整して使用されます.
醸造アルコールの添加は江戸時代に遡りますが,その目的は大きく3つあり,時代により変化してきました.
①江戸時代:防腐効果
醪に焼酎を添加すると腐造しにくくなる「柱焼酎」(はしらしょうちゅう)という技法に遡ります.
醸造アルコールの添加によって火落菌(ひおちきん)などの不要な微生物が繁殖するリスクを下げることができます.
②昭和時代:コスト低減
太平洋戦争前後の物資が乏しい時代は原料削減や増量を目的に醸造アルコールを添加することがありました.
醸造アルコールを添加することで酒粕を溶解・減少させ,清酒の採取量を増やすことができることにあります.
③現代:香味の調整
昭和後期の淡麗辛口ブームにおいて,アルコールの刺激によって味わいを軽快化してドライテイストに仕上げるために用いられました.
また,醪中の固形分に吸着した吟醸香をアルコールによって抽出できるため,吟醸酒人気の高まりに対して香気成分を引き出すために少量のアルコール添加が行われるようになりました.
全国新酒鑑評会では吟醸香の発現が高い酒が評価される傾向にあるため,出品酒の8割弱,入賞酒の約9割がアルコール添加により望ましい香味に調整する技法が用いられています.
(7) その他の醪造り技法
①液化仕込
蒸米をミキサー等で破砕して乳白状の液体にした後,少量の麹と酵素剤で短期間・低コストに醪を造る手法であり,融米造りや姫飯造り(ひめいいづくり)とも呼ばれます.
②焙炒造り
原料米に約290℃の熱風を約45秒間当てて加熱処理することでアミノ酸や脂肪の生成を最低限に抑え,雑味の少ない軽快な酒質に仕上げる手法です.
これらの手法については第8回「原料処理」のコラムにも記載していますので,もし良ければこちらもご覧ください.
③貴醸酒(きじょうしゅ)
仕込水の代わりに一部,日本酒を加えたものを指します.
一般的には三段仕込の留添え時に日本酒を加えることで,濃醇な甘味と琥珀色の色調となることが特徴です.
2. 演習問題
それでは,実際に日本酒検定に出題された過去問を見てさらに理解を深めましょう.
問11-1(準1級)
初添え時に投入される原料(酒母を除く)の割合を選択肢より一つ選べ.
1:5 ~ 10% 2:10 ~ 15% 3:15 ~ 20% 4:20 ~ 25%
問11-2(2級)
発酵が始まってすぐの状態の醪を指す言葉はどれか,選択肢より一つ選べ.
1:落泡 2:筋泡 3:玉泡 4:高泡
問11-3(1級)
醪の「地」の状態の呼び方として含まれないものを選択肢より一つ選べ.
1:薄皮 2:厚蓋 3:泡蓋 4:坊主
問11-4(準1級)
醪造りの工程において,温度が与える影響について間違っているものを選択肢より一つ選べ.
1:温度が高いと軽快な酒質になる
2:温度が高いと酵母の活動が活性化する
3:温度が高いと腐造の危険が高まる
4:温度が低いと酒粕の量が増える
問11-5(2級)
日本酒に添加する醸造アルコールの原料でないものはどれか,選択肢より一つ選べ.
1:ブドウ 2:米 3:糖蜜類 4:トウモロコシ
問11-6(1級)
琺瑯タンクと比較した際の醪造りにおける木桶仕込みの特徴として誤っているものを選択肢より一つ選べ.
1:酸化しやすい
2:液体が漏れやすい
3:不要な微生物が繁殖しやすい
4:木の香りがつきやすい
過去問解答・解説
問11-1 3:15 ~ 20%
おおよそ2倍ずつ希釈すると覚えておくと,初添え25%,仲添え25%,留添え50%ということはわかると思います.
初添えには酒母(約7%)が含まれ,酒母を除いた原料投入は15 ~ 20%となります.
問11-2 2:筋泡
順番が問われる場合もあるため,筋泡→水泡→岩泡→高泡→落泡→玉泡→地の流れは覚えておきましょう.
問11-3 3:泡蓋
「地」の状態を指す別の呼び方には坊主,チリメン泡,薄皮,厚蓋,飯蓋などがあります.
問11-4 1:温度が高いと軽快な酒質になる
温度を高くすると酵母の活動が活性化してアルコール発酵が旺盛になって濃醇な酒質になりやすく,酒粕(溶解しなかった蒸米の残分など)は少なくなります.
また,酵母と共に雑菌や野生酵母の活動も活性化するため,腐造のリスクが高まります.
問11-5 1:ブドウ
醸造アルコールは糖蜜類,トウモロコシ,米などから作られます.
問11-6 4:木の香りがつきやすい
木桶仕込と言っても明確に木の香りがするということはありません.
3. 今回のコラム
さて,今回は醪造りを見てきました.
日本酒の造りもいよいよ佳境に入ってきましたが,コラムでは醪の発酵調整について深掘りしてみたいと思います.
(1) 醪の発酵調整
これまで述べてきた通り,日本酒はワインなどの醸造酒と比べて原料が味わいに及ぼす影響が比較的小さいとされます.
例えば,ワインは原料となるブドウの出来で酒質がほぼ決まり,天候に恵まれた年のブドウは完熟して濃縮度が高いため芳醇なワインを醸し出し,反対に悪天候の年のブドウを用いたワインは熟成が早く進行します.
そのため,ワインはブドウの出来によって「当たり年」かどうかが大きなポイントとなります.
一方,日本酒の原料である米の出来も天候などの自然条件に左右はされますが,ワインのように「当たり年」という考え方はあまりありません.
これは,酒造りの様々な条件を調整することで酒質を安定化させることができる技術力の高さにあると考えます.
原料処理の時間や麹の造り方などにも様々なパラメータがありますが,醪造りにおいても非常に多くの条件があり,それぞれが酒質に与える影響を理解し,それらを巧みに調整することが求められます.
香味や酒質のバラつきは様々な原因によることから全てを調整することは難しいですが,醪造りは日本酒造りにおけるほぼ最終工程であるため,醪の状態や経過を把握し,異状を認めた場合は迅速に原因推定を行い,その後の推移を予測して適切な処置を講じることが望ましいと言えます.
以下に代表的な異状と対処法をまとめてみます.
①醪初期:酒母の枯らし期間が長い
第10回「酒母造り」のコラムで述べた酒母の「枯らし」(酒母中の酵母が十分増殖した後の低温保管)が長くなると酵母の活性が低下している恐れがあります.
その場合,添仕込に投入する水を多めにし,さらに雑菌の繁殖リスクを抑えるために乳酸を加えて酸度を高くした状態で仕込温度をやや高くし,酵母の増殖を促進します.
また,必要に応じて「踊り」を2日間取ることで十分な酵母の増殖を図ることもあります.
②醪初期:仕込後の温度上昇が小さい
第7回「発酵」のコラムで述べた通り,醪における酵母のアルコール発酵は発熱反応であり,酵母が得るエネルギーの約7割は熱として菌体外に放出されるため,醪の温度は上昇していきます.
醪初期は糖化も発酵も顕著に進行しますが,この時の温度上昇が小さいということは酵母の増殖が十分に進行していないことが示唆されます.
酵母の増殖が不十分だとアルコール発酵も遅れ,泡の形成が少ないなどの状貌の変化も生じます.
この場合は酵母の増殖を促進する必要がありますが,留仕込後の醪初期はアルコール濃度が低く,不用意に加温すると雑菌に汚染されてしまう恐れがあります.
したがって,酵母の栄養源となるリン酸カリウムを少量添加したり,枯らし期間の短い元気な酒母を添加して酵母数を増やす操作などが行われます.
③醪中期:醪の最高ボーメが低い/高い
「ボーメ」とは日本酒の比重を表す単位で「日本酒度=-10×ボーメ」の関係があります.
単純に言えば,糖分が多くなれば比重…即ちボーメは大きくなり,水よりも軽いアルコールが多くなればボーメは小さくなります.
醪初期は糖化酵素による蒸米の溶解と糖化が先行するためボーメは増加しますが,その後,酵母によるアルコール発酵が進むにつれてボーメは徐々に減少します.
この途中で到達するボーメの最大値を「最高ボーメ」と呼び,この数値から醪における並行複発酵の状態を推測することができます.
最高ボーメが小さい場合,アルコール発酵に対して糖化が遅れている状態であると言え,蒸米が硬く溶解が不十分だったり,糖化酵素の働きが弱いことなどが推測されます.
これが続くと蒸米の消化が不十分で粕歩合が増加するため,酵素剤を加えて糖化を促進する措置が取られることもあります.
なお,蒸米が硬いことについては原料処理工程の浸漬や蒸しに遡って対策を講じる必要があります.
一方,最高ボーメが大きいことは糖化に対してアルコール発酵が遅れている状態と言え,酵母の活性が弱まっている可能性があるため,上記②「仕込後の温度上昇が小さい」と同様の措置を講じることがあります.
アルコールの生成量を分析することでより状況を詳細に理解することができ,アルコールが設計通り生成されているのであれば,酵母の活性には問題はなく糖化酵素が強いことを意味し,特に対策は不要です.
④醪中期:ボーメの低下(切れ)が遅い
ボーメは最大値に達してから徐々に低下し,この低下を「ボーメが切れる」と言います.
このボーメの低下が遅い場合,アルコール発酵が遅れていると推測できます.
ただし,最高ボーメを過ぎた後の醪中期ではアルコール濃度もそれなりに高くなって酵母の活動も徐々に低下しているため,温度を上げると野生酵母が繁殖してしまう恐れがあり,水を加えて糖分とアルコール分を薄めることで酵母の発酵力を回復させる措置が講じられることがあります.
(清酒酵母はアルコール耐性が高いとはいえ,糖分やアルコール濃度が高いと活動が抑制されます)
⑤醪中期以降:醪の酸度が高い
設計したい酒質以上に酸度が高くなっている場合は野生酵母による汚染の恐れがあります.
醪発酵の中期以降に汚染が発覚すると,醪として立て直すことは難しい場合が多いです.
野生酵母は主に麹や水,酒造器具から混入するため,清潔に保つように衛生管理を強化したり,麹の水分を下げて野生酵母の繁殖リスクを低下させるなど,蔵内全体の微生物管理を徹底する必要があります.
マニアックな内容だとは思いますが,これまで日本酒学を読んでいただいている方であれば,原理自体はそれほど難しくなくご理解いただけるのではないでしょうか.
さて,次回はいよいよ日本酒造りにおける最終工程である「搾り~瓶詰」までの工程についてまとめていきたいと思います.
今後の更新も是非チェックしていただければ幸いです.