
展示ケース製作日記④ 加工

私が作る展示ケース(刀箱漆)の制作工程を複数回に分けて書いています。
完成した展示ケースは以下の物です。


動画でも刀展示ケースの機能を一通り紹介してます。
・前回までのあらすじ
ライト実験によりケースの大まかなサイズを決まり、それを実際の設計に落とし込みました。
今回はその設計データを基に図面を作成し、加工する話を書きます。
使う材質は、鋼板、アクリル、木材で、3つの加工会社に依頼して作ってもらっています。
どこもとても丁寧に製作頂ける、国内の信頼出来る職人集団です。
今回は鋼板の加工工程を紹介します。
①図面作成
以下のような物を部品の数だけ書いておきます。
物を作る時の説明書のような物で、これを間違えると組み立てられなかったりと致命的な事が起こります。

②加工打ち合わせ

打ち合わせでは製作時の困難箇所(加工しやすいか、構造に問題がないかetc)、など主に図面の内容について話し合い、職人視点で精査頂きます。
また塗装色についてもこの段階で打ち合わせます。
実際に使用する壁紙をもっていき比較し決定します。
③加工の流れ
以下の動画を見て頂くのが分かりやすいと思います。
設計が終わった後、鋼板を切って溶接して塗装するまでの製作風景です。
— 刀箱師 | 中村圭佑 | 展示ケース作家 (@katana_case_shi) May 28, 2020
こんな風に地道に作っています^^;#机に置ける刀展示ケース pic.twitter.com/6GGGB5HFYd
・工程1. 鋼板のカット

上記のような巨大な機械を使い、大きな鋼板(平板)をレーザーでカットしていきます。
事前に加工データを機械に読み込ませると自動でカットしてくれます。
カットした後は下のような感じになります。
なんとネジ穴も同時に作れてしまうという優れもの!

・工程2. 鋼板を曲げる

レーザーでカットした板を今度は曲げていきます。
ここは職人の手により一か所一か所丁寧に曲げていきます。
折り紙と同じようなイメージですが、鋼板は固いので機械を使って曲げます。
また90°にきっちり曲げるというのは案外に難しく(もとに少し戻る性質がある為)91°くらいに曲げて取り出すとちょうど90°になったりします。この辺は手の感覚が頼りです。

・工程3. 鋼板をくっつける
くっつける方法は「溶接」です。
溶接には沢山種類がありますが今回使うのはスポット溶接と隅肉溶接です。
説明が雑ですが、それぞれ以下みたいな感じです。
・スポット溶接

上の機械を使います。
くっつけたい板を2枚重ねて挟んで電気を流すとくっつきます。
作業が早い、鋼板が変形しづらいというメリットがあります。
(詳細が知りたい方は以下の画像見てください)

・隅肉溶接

良く上のようなに火花が飛んでいる作業風景を見たことはないでしょうか?
これが溶接している様子です。
溶接後は下のようになります。

・工程4. 溶接した所を削って平らにする
溶接すると下の赤丸部のように表面がぼこぼこになるので、その部分を削って平らにします。


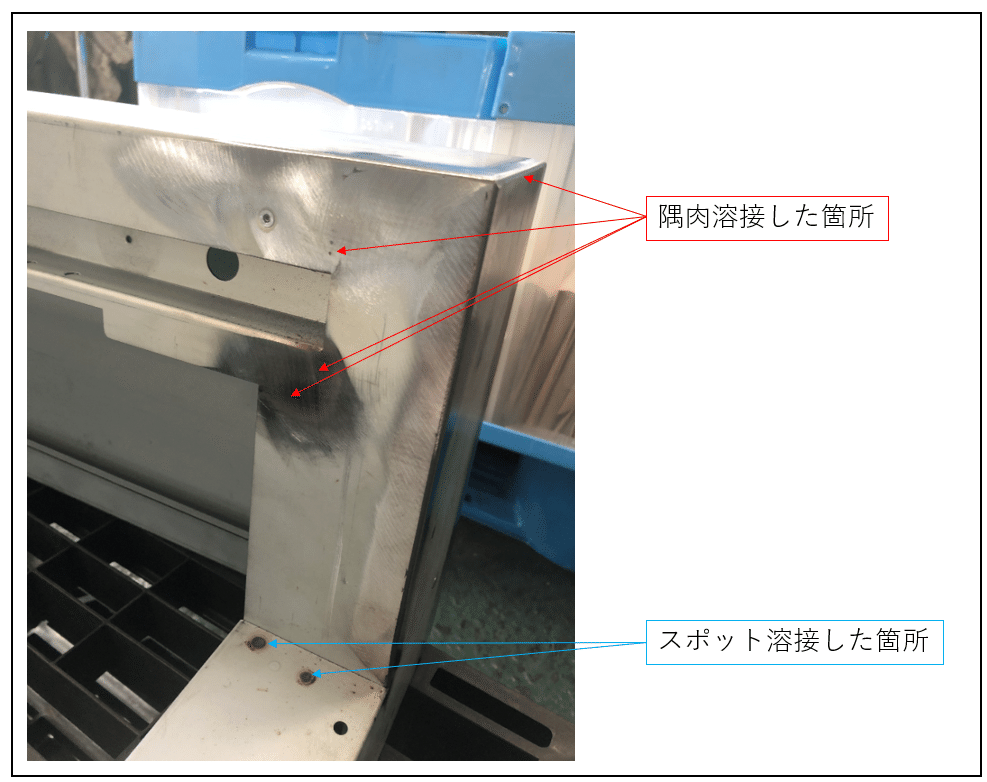
・工程5. 溶接完了後


下の写真のように隅肉溶接(正式にはTIG溶接)した箇所は、グラインダーで研磨しているので光って見えています。
スポット溶接個所は電気を流した跡が黒ずんでいるのが分かると思います。
後に塗装するとこれらは見えなくなります。
この溶接作業(特に隅肉)は職人の腕に左右されます。
依頼している職人は一級資格を持っておりかなり上手です。
また、隅肉溶接すると熱で板が引っ張られるので、それを考慮した構造で設計、加工しないと「全体がゆがんでしまう」という難点もあります。
・工程6. 塗装
粉体塗装という手法で塗装しています。
(写真は「机に置ける短刀展示ケース」製作時のものです)
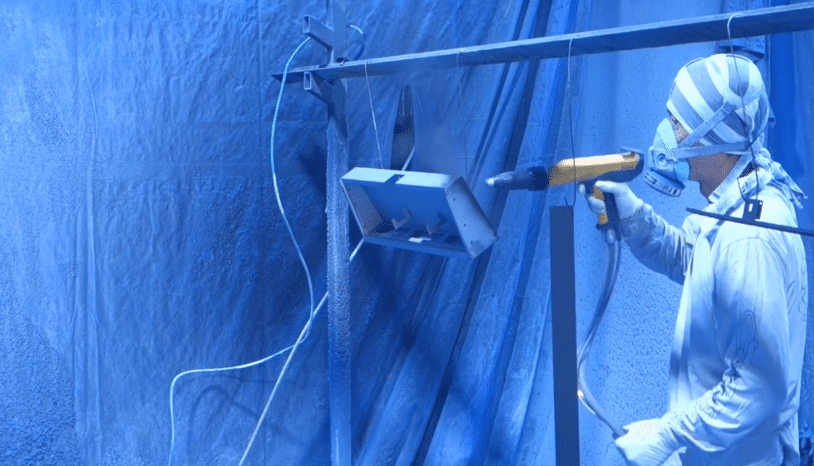
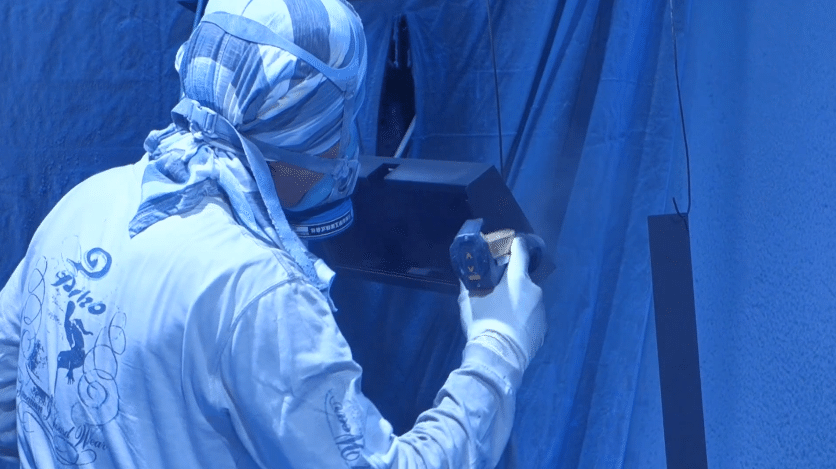
以下のように表面に粉が微塵についたような感じになります。

これを大きな窯の中に入れて1時間位焼きます。

焼き終わるとこのように綺麗な色になります。

④完成!
この工程を経てようやく完成となります。


⑤終わりに
この一連の流れで2週間~1か月位でしょうか。
時間はかかりますが、完成した時の嬉しさもひとしおです!
次回はこの作った外装にライトを付けていく為の「配線作業」について書きます。
今回も読んで下さりありがとうございました!
読んで面白かったと感じてくれた方はハートマークを押してくださると嬉しです^^
記事更新の励みになります。
それでは皆様良き御刀ライフを~!

この記事が気に入ったらサポートをしてみませんか?