【資格勉強】浄化槽の点検、調整及び修理【浄化槽管理士】

【引用サイト】
浄化槽管理士養成塾
・凝集剤の種類
①硫酸バンド(硫酸アルミニウム水和物:Al2(SO4)3・18H2O)
②ポリ塩化アルミニウム(PAC:(Al2(OH)nCl6-n)m)
③ポリ硫酸第二鉄(Fe2(OH)n(SO4)3-n/2)m)
保守点検の手順
※臭気、騒音の確認は現場到着すぐ行う。
※流入がない場合、実際に水を流して流入状態を再現する。
※水質に関する点検は処理工程の逆から行っていく。
※浄化槽周辺の利用状況の点検を行い、維持管理に支障がないことを確認。
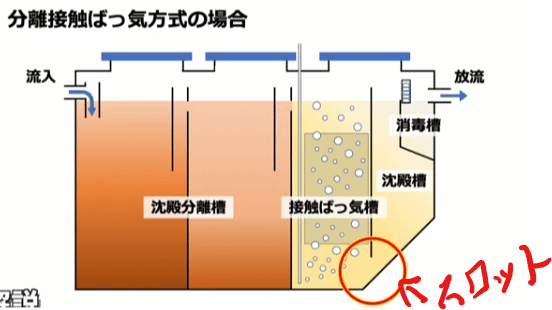
スロット型沈殿槽:接触曝気槽と沈殿槽を繋ぐ斜面の部分
・流出水の透視度、底部汚泥厚の測定、壁面付着汚泥の除去、越流堰の水平の調整などを保守点検で実施

※嫌気ろ床槽は固形分離と汚泥貯留が目的、死水域が生じないように、異常な水位上昇が生じないようにする。
※循環水量(エアリフト)が過剰になった場合、生物反応槽への空気供給が少なく場合がある。
※シーディング(種汚泥)


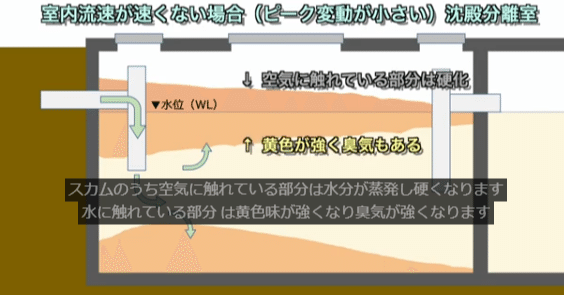
沈殿槽のスカム原因
①黒くて臭気がある。
→底部に汚泥が長時間堆積し、嫌気性反応している。
②灰褐色~灰色で臭気がない。
→硝化が進み、底部で脱窒反応
空気供給量を抑える、余剰汚泥の返送回数を増やす。
③微細化して全面に浮上している。
→活性汚泥が解体している。
流入BODが低い、曝気が強い,時間が長いなど
④雲のようなふわふわした
→バルキングが発生(糸状菌の大量発生)


脱窒槽でDOが検出される原因
①DO濃度の高い消化液の循環
②流量調整槽や脱窒槽内での過剰な攪拌
③計量調整移送装置からの移送水量の著しい変化
活性炭で除去できるもの:BOD、COD,臭気、色、SS



・ポンプ槽の水位自動制御
フロートスイッチ&リレーを組み合わせて使用。
→故障は油の付着、フロートスイッチの摩耗による故障(水密構造なため、修理不可)
・ルーツ式ブロワーの振動・異音の処置
①ギアオイル切れ→オイル交換
②ベアリング潤滑不足→グリス注入
③防振ゴム不良・破損→部品交換
④安全弁の噴き出し→安全弁の調整、配管・散気管の閉塞解消
・ロータリ式ブロワ


流入水が少ないと、活性汚泥が育って、MLSS濃度が増加する。
感染症の対策
・顕性感染
感染後に宿主中で病原体が増加して、病原体固有の症状を示すこと
・不顕性感染
感染後に発症せず、病原体が消滅・収束するもの
・無症状病原体保菌者(キャリア)
感染後、健康に見えながら病原体を排出する宿主
・日和見感染者
普段は問題ないが、抵抗力・免疫力が低下した際に発症
・感染が成立する条件
感染源、感染経路、宿主の免疫力
・消毒方法
①薬品消毒:手洗い
②水蒸気消毒:80℃以上の水蒸気に10分以上接触させる。
③紫外線消毒:UVランプ
④日光消毒:太陽光の赤外線
⑤煮沸消毒:沸騰水で15分以上


透視度の測定目的
①沈殿分離槽の流出水→固液分離機能の確認
②嫌気ろ床槽の流出水→死水域の有無の推定
③接触曝気槽の槽内水→逆洗時期の判断(生物膜の肥大化・剥離によりSSが検出され、透視度が低下する。)
④沈殿槽の流出水→BOD濃度の予測
みなし浄化槽の曝気室→SV30が60以上だと清掃時期と判断
(長時間曝気、標準曝気)
流量調整移送水量・循環水量が過大となった場合(嫌気ろ床)
①嫌気ろ床槽の水位が著しく上昇し、短絡流が形成され、処理能力が低下
②分離・貯留されていた固形物が後段に流出される。
③曝気量が不足する。
④生物ろ過槽のろ過速度が速くなり、SS捕捉機能が不安定する。
凝集分離装置
BOD,SS、コロイドの除去(BOD10㎎/L、COD15 ㎎/L以下)、リンの除去(1㎎/L 以下)を目的
急速攪拌槽(薬品との混合)、緩速攪拌槽(フロックの形成)

・散気装置
1~1.25㎥/h(時間橙汚水量1㎥あたりの空気供給量)
0.2~0.3m/s(攪拌流速)
・排砂装置(エアリフトポンプ)
手動運転orタイマー運転
槽底部に土砂が堆積していないか確認
空気量や稼働時間が過大だと、砂が除去ができなくなる。
・排砂槽
排砂槽内の汚物が滞留しないよう、角落とし(止水ゲート)の高さを調整
汚物が混入しないように砂を除去
・消泡装置
・接触な曝気槽の接触材の閉塞理由
①実負荷量が著しく高い
②接触材比表面積が大きい
③逆洗後の剥離汚泥の移送が行われていない。
④逆洗管が破損



※鉄電極は数か月~1年程度で交換
