CNCフライス盤のセットアップ&試運転

前回:
先日CNCフライス盤を購入したが、まだ組み立てたのみで動かしてなかったので、自室に移動させて実際にサンプルプログラムで切削をさせてみた。
組み立て後に必要なセットアップ作業は以下の二つで、どちらも付属していたマイクロSDにファイルが保存されいたので特に困ることはなかった。
ドライバのインストール
ソフトウェアの設定
ちなみにマニュアルは型番は違うが、ドライバ、ソフトウェアについては同じと思われるものがS3上で公開されているようだった。
https://s3.amazonaws.com/s3.image.smart/download/101-60-280PRO/3018-PRO-User_Manual-JP.pdf
ドライバのインストールは、マイクロSDの"Driver"内にあるファイルを実行して"INSTALL"をクリックするだけで良い。そのあとデバイスマネージャーから認識されていることが確認できる。
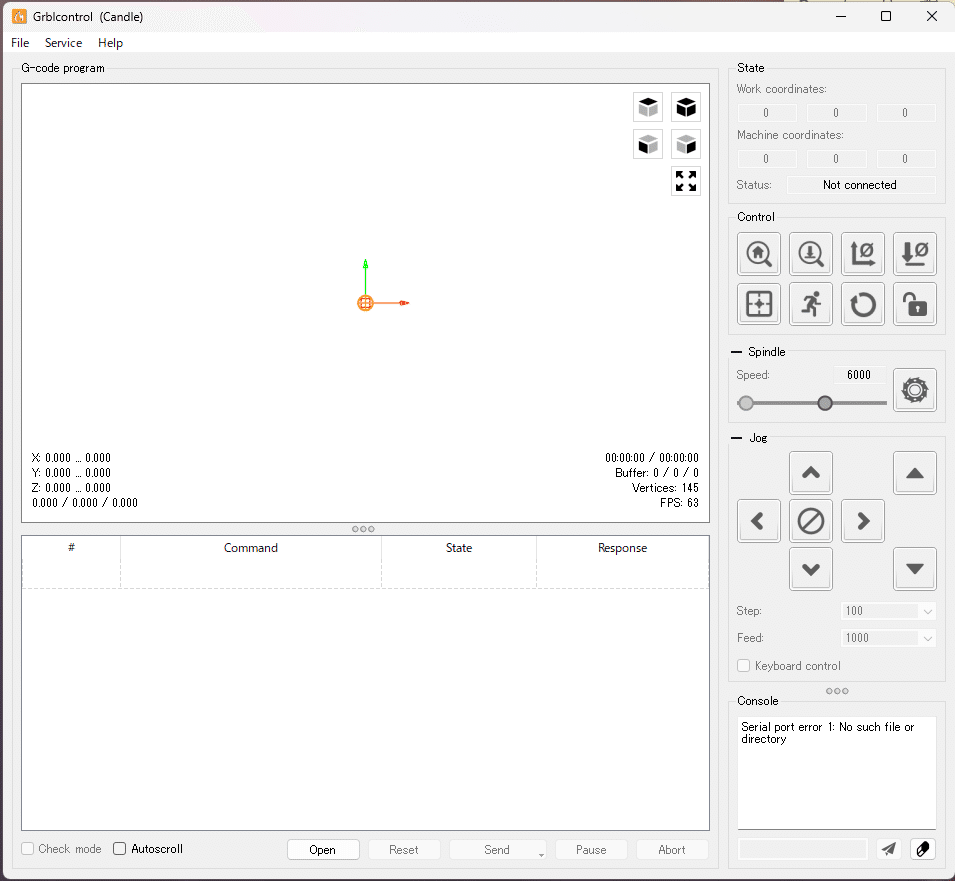
ソフトウェアはマイクロSDにCandleというのが付属していて、その圧縮ファイルを解凍すると実行ファイルがあるので、それを起動するだけで良い。起動するとこんな画面になる。USBでCNCとPCを繋ぎ、前述のドライバがインストールされていれば設定はデフォルトでされているはず。(手動で設定する場合はService>Settingsで、PortをCOMx、Baundを115200にする)
あと、プローブを使ってZ軸の原点を合わせる場合には、"Settings"の"Probe Commands"にマニュアルに記載されているコマンドを打ち込む。(内容は、プローブ分の高さを差し引くように設定されている)

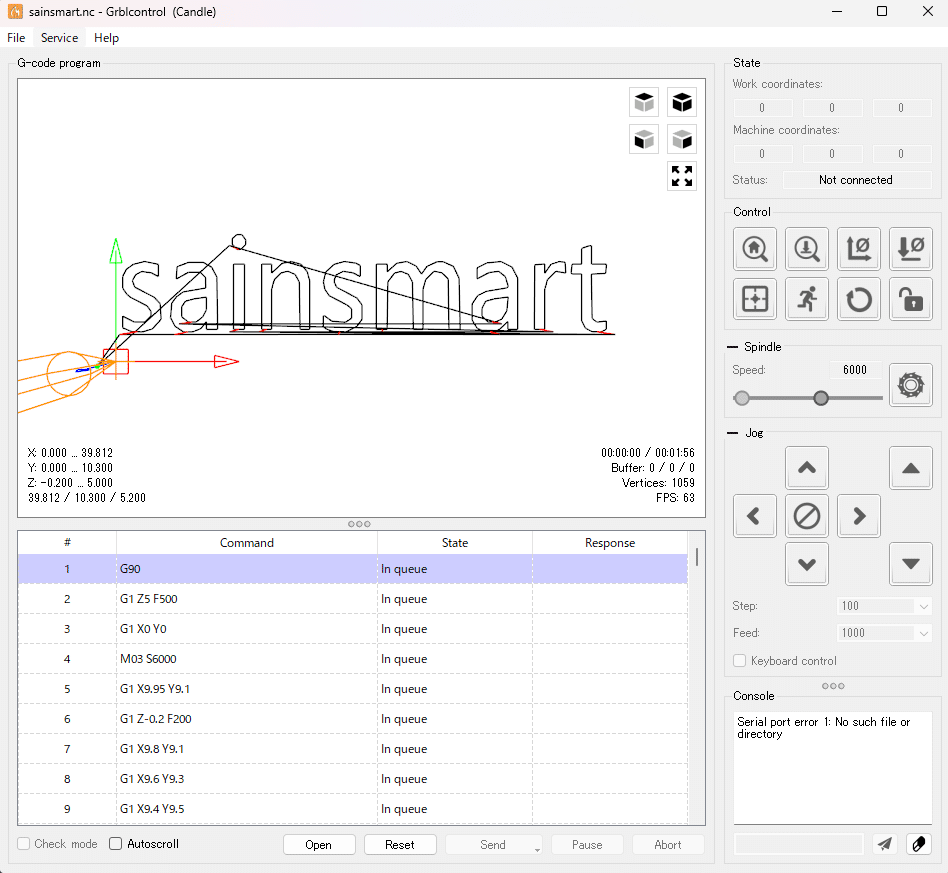
そのあと、画面下部の”Open”からマイクロSDに同封されている"Test Code/sainsmart.nc"を選択すると、すでに使える状態のサンプルデータが表示される。
ここで、画面右側の"Control"の部分にあるボタンの中で、上の段の真ん中二つを使ってX, Y, Z軸の原点を定めていく。左から2個目の虫眼鏡に下矢印のマークはプローブを使ってZ軸の原点を合わせるもので、下の画像のようにエンドミルにクリップを挟んでその下にプローブを設置する。そして上記の虫眼鏡のボタンを押すと自動的にZ軸が下がっていき、導通した点から設定で決めた高さを差し引いて原点を決めてくれる。

あとは、X, Y軸の原点をその一つ右のボタン(矢印が2方向に向いているもの)で好きな場所に合わせると事前準備は完了となる。
そうしたら、画面下部の"Send"ボタンを押すとCNCフライス盤にGコードと言われるコマンドが送信されてプログラム通りに切削をしてくれる。記念すべき最初の切削(試運転)の結果はこんな感じになった。

プログラムとしても原点から-0.2mmしか掘らないようにしてあったのでぱっと見では分かりずらいが、よく見ると「sainsmart」の文字が綺麗に浮き上がっている。
切削中は音は掃除機くらいだったが、振動が大きかったため下の階の人から苦情が来ないか少しだけひやひやした。なので、次回の切削はCNCフライス盤を入れる防音・耐震ケースを作ってからになると思う。
次回の記事はそのケースの作成について書く予定になっている。
この記事が気に入ったらサポートをしてみませんか?