
平面の透かし絵を3Dプリントしてみよう

ツイッターで結構反応があったので簡単な作り方を紹介しようと思います。
英吾ではLithophaneと言うらしいです。lithoは掘られた物、phaneは輝く物という意味があるようです。
透かし絵ですね。
Hello Lena....
— はるかぜポポポ (@N3uuSp3ak) October 16, 2020
Size 25.6mm
Total Thickness 0.8mm
Layer 0.075〜0.025mm
Snapmaker Original with Tectia 0.15mm Nozzle
Filament Qholia PLA
Slicer Cura#3DPrint #3Dプリント#テクダイヤ #100umノズルチャレンジ pic.twitter.com/YNXJkIjiRB
ツルツル写真じゃなくて凸凹写真なのでご勘弁を.......
— はるかぜポポポ (@N3uuSp3ak) October 4, 2020
というわけでテクダイヤの0.15mmノズルでテクダイヤの小山社長、透かしブロマイドできました。#ノズルチャレンジ#テクダイヤ pic.twitter.com/lwFgt1740k
概要
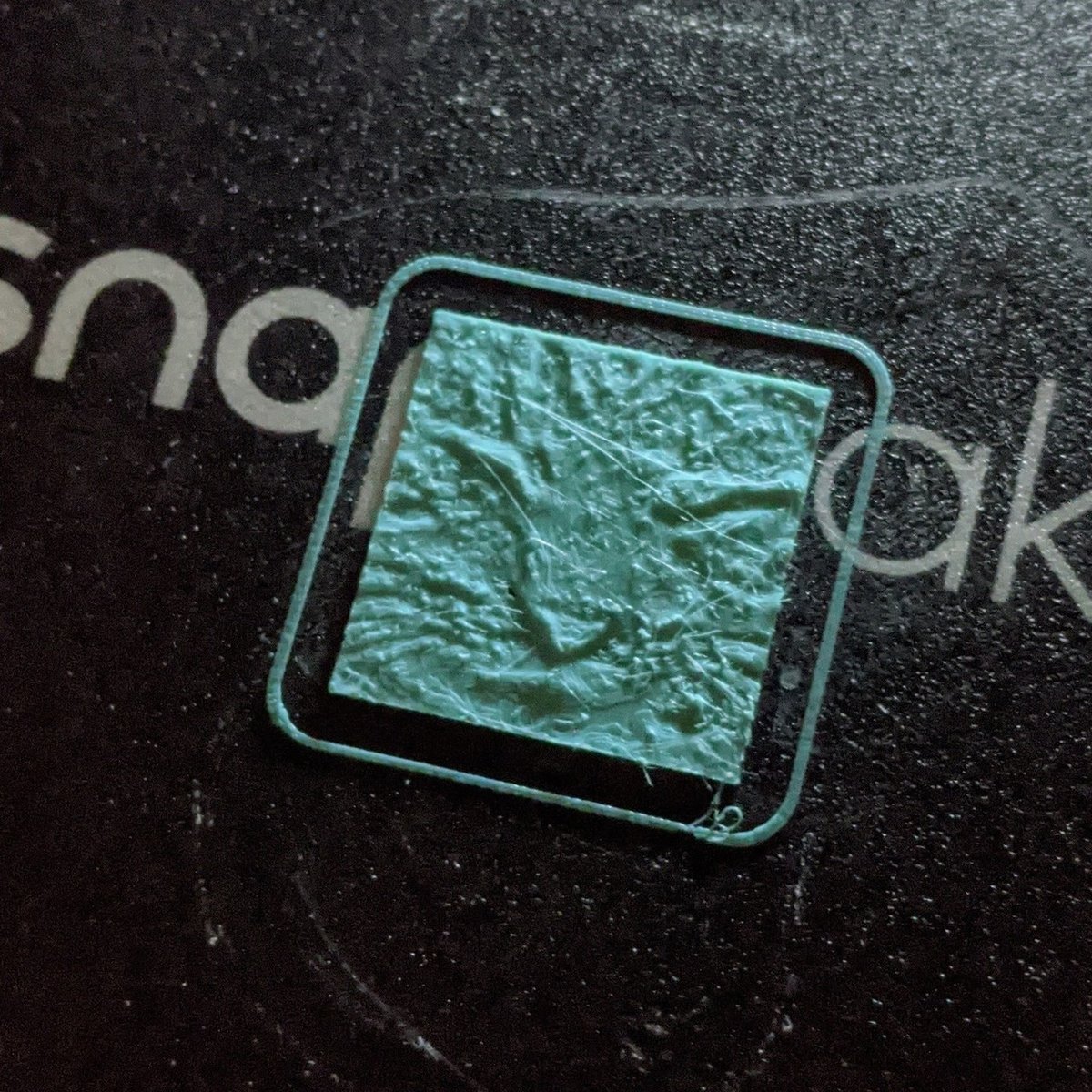
印刷した物の写真を見てもらうと凸凹してますね。
暗いところは凸、明るいところは凹です。
この形状を写真から3Dデータにして、印刷することになります。
まずは写真を3Dモデルに
色々な方法があります。
いくつか紹介しましょう。
Windows10の3D Buliderを使う
なんとWindows10には純正の3D加工アプリがありまして、その名を3D Builderと言います。
起動しましょう。
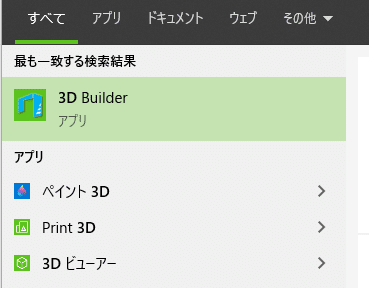
挿入や開く、のところから画像を読み込みます。
右下の方に「画像の読み込み」とありますね。
お好きな画像をどうぞ。
でもあまり高解像度の写真だとスライスに時間が掛かったりするので、HDぐらいのサイズに適度にリサイズした方が良いでしょう。
あと、モノクロにしてみて映える写真の方が良いです。

読み込むとこんな感じですが、設定を変更します。
レベル:32~64ぐらい(2の倍数にしておくとスライスするときに楽かも)
スムーズ:左端かワンノッチ右ぐらい。
反転’:オン(暗い部分が高くなるように)
良ければ左上の「画像のインポート」とあるところをクリック!

しばらく処理が走って3Dモデルが出来上がります。

右上のフロッピーマークから保存です。
適当に名前を入れて、ファイルはSTLフォーマットにしておきましょう。
これで3Dデータは出来上がりです。

Curaで3Dモデルを作る場合
じつはCuraは画像ファイルが読み込めます。
何のため?ってこのためです。

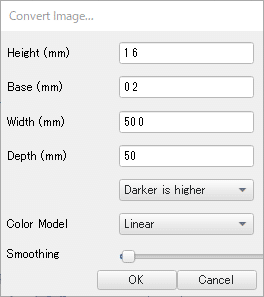
画像を読み込むとダイアログが出てきます。
Height:ベースから上の最大高さ
Base:0~0.5mmぐらい、白飛びしているとこに最低限の厚みをつける
Width:モデルの横幅(写真の詳細度やノズル直径と相談して調整)
Depth:モデルの前後幅(写真の詳細度やノズル直径と相談して調整)
Darker is higher/Lighter is higher:Darker is higher(暗いところを厚く)
Color mode: Liner / Transparency (色が濃い場合はリニア、透明に近い場合はTransparency)
Smoothing:左の方(あまり強くかけると形状がボヤッとするが、多少にじませると印刷時間が短縮される場合がある。)
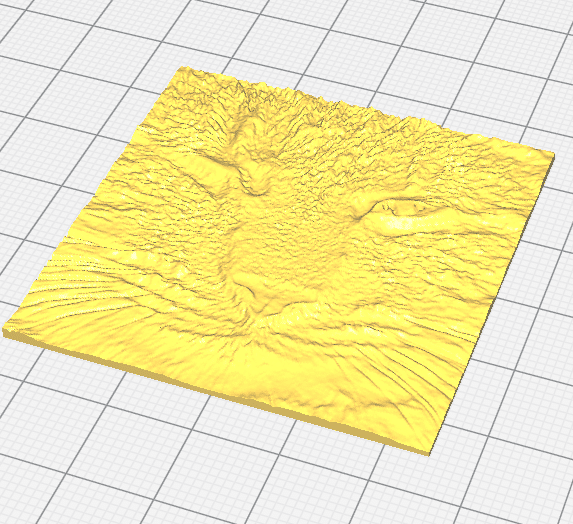
するとにゃーんとなる。
フィラメントの遮光性
印刷する上で考えないといけないのはフィラメントの遮光性と印刷物の厚みです。
画像の黒い部分を印刷した時に、一番厚い部分でちょうど遮光できるぐらいがする必要があります。
つまり、フィラメントの色が濃く遮光性が高いときは全体を薄く、フィラメントの色が薄く遮光性が低いときは全体を厚いモデルにします。
全体を薄くすると一層一層も薄くなり印刷が難しくなる場合が大いにあります。はじめは白のあまり遮光性の高くない半透明っぽいフィラメントを使うと簡単です。
例としてこれはPolymaker のPolyMaxPLAですが、かなりしっかりと着色料が入っており、0.6mm程で印刷しています。

白のやや透ける感じのフィラメントなら2mm~3mm程度の厚みにしても良いでしょう。
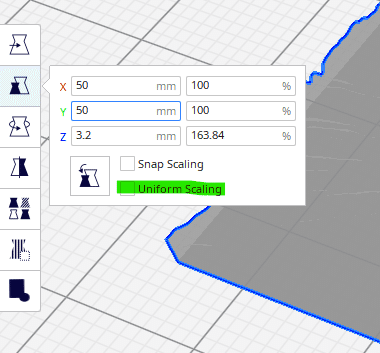
モデルのサイズ調整
サイズと厚みを適切に調整しましょう。
特に厚みだけ変えたい場合などがあると思いますが、その際は「Uniform Scaling」の項目のチェックを外すとXYZの倍率が同期しなくなりますので、個別に変更できるようになります。
うまく使いましょう。
スライスする
スライスしますが全体と厚みとレイヤー厚みの比率、そして全体のモデルサイズとノズル直径との比率が解像度に直結します。

レイヤー厚みはどうする?
16階調で多少色の段差があるけど許容できるぐらいです。
64階調もあればかなり滑らかに見えるはずです。
レイヤー厚みを考慮にいれて、例えば3.2mmの厚みなら0.1mmレイヤーで印刷すれば32階調の出来上がりになります。
0.05mmなら64階調、0.2mmなら16階調です。
まずは16階調で印刷してみて全体の厚みが良いか確認してみましょう。
一層目は多少厚くても問題はあまりありません。しろが少しベタっとする程度です。定着を考慮して厚めでも大丈夫です。
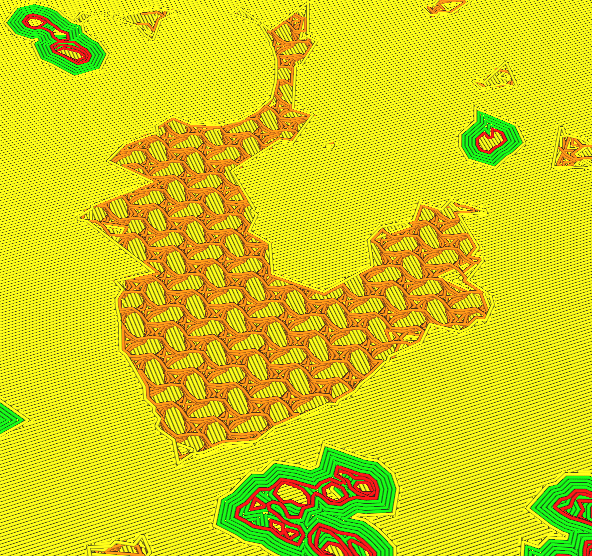
インフィルはどうする?
大きく印刷しようとすると印刷時間も5時間とかを平気で超えてきますので、インフィルを使いたくなりますが、下手をするとインフィルの模様が透けて出てきてしましますし、遮光性が変わってくる場合もあります。
というわけでインフィルは基本的に100%にするか、入れる場合ははっきりと模様が見えずらい少し濃いめのGyroidでなどにすると印刷時間を短縮しつつ見栄えを維持しやすいです。
可変印刷ピッチで品質低下を最低限にしつつ、印刷時間を短縮する
ここから先は
¥ 300
記事をサポートしていただくと、一層のやる気と遊び心を発揮して新しい記事をすぐに書いたり、3Dプリントを購入してレビューしたりしちゃうかもしれません。