
旋盤の使い方 シャフトの加工

旋盤を使ってシャフトを加工する方法を紹介します。
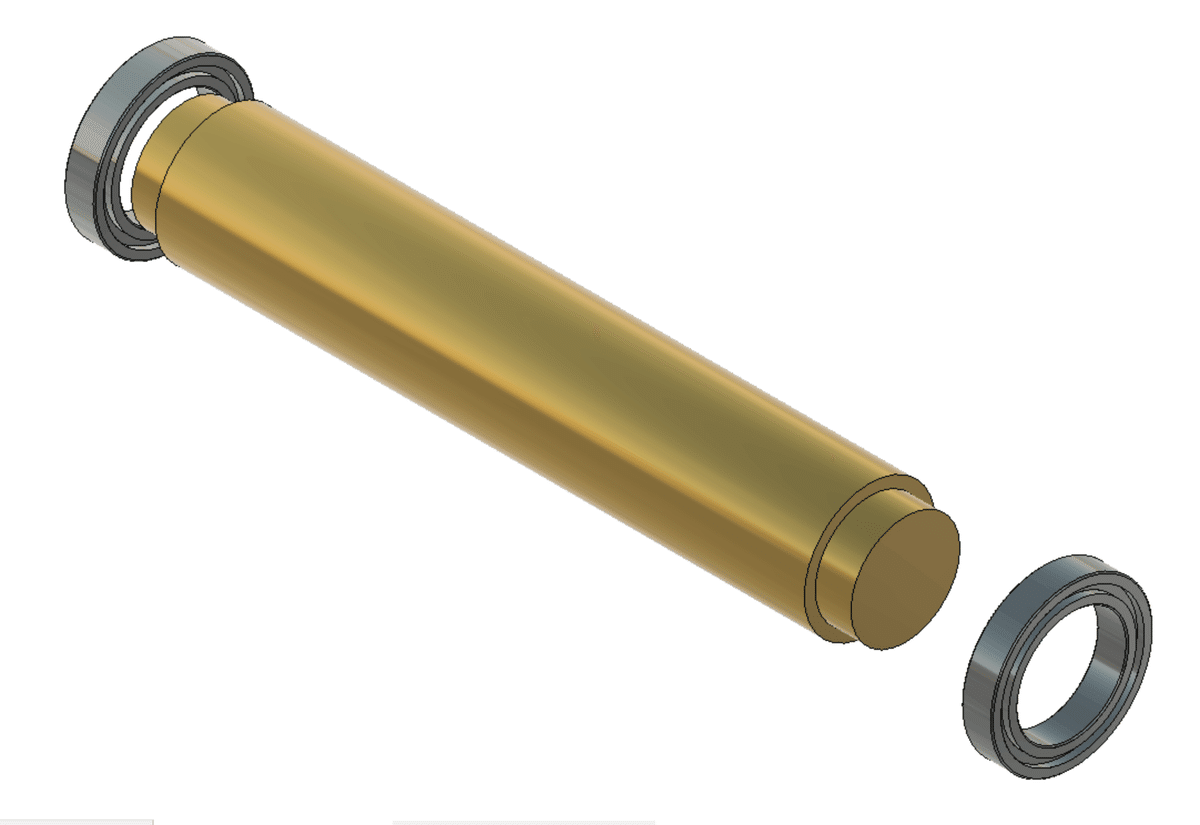
旋盤でシャフトを加工する場面
丸棒の両端にベアリングが入る様に細く切削します。

シャフトの固定にはセットカーラーを使う時もありますが部品点数が増え、セットカーラーのためのスペースも必要になります。シャフトを加工することによりコンパクトにできます。
ベアリングを固定する方法は前の記事(3Dプリンタで作る穴)を参照してください。
旋盤ってなに?
まずは旋盤とは何か?というところから。
旋盤はこんな工作機械です。マザーマシンとも呼ばれますが、これがあると何でも作れることからこのように呼ばれているらしいです。そこら辺りについてはこちらの書籍が参考になります。「工作機械の歴史―職人の技からオートメーションへ 」平凡社 L.T.C ロルト著 磯田 浩 翻訳
卓上旋盤
私の使っている旋盤は卓上旋盤と呼ばれるタイプで小型のものです。寿貿易から購入しました。FM350Eという機種です。現在はモデルチェンジしてFL350Eになっているようです。

旋盤を使った切削作業
旋盤は硬い金属や樹脂を加工するための道具ですが、実際にその様子を見てもらったほうが理解が早いと思います。次の動画をご覧ください。材料(真鍮丸棒)の固定から切削までの様子です。
材料を回転させそこに刃物を押し当てて切り取っていきます。この切り取ることを「切削」と呼びます。一度に切り込める量は少ないので何回かに分けて切り込む必要がある場合もあります。
私の旋盤の改造ポイント
購入したままノーマルの状態でも使えますが、いくつか改造しています。以下が主な改造ポイントになります。
クイックチェンジツールポストの取り付け
ハンドルの変更
テーパー切削部分の取り外し
DROの取り付け
切り子カバーの大型化
クイックチェンジツールポストと刃物
クイックチェンジツールポストは取り付けるととても便利になります。これ無しでは快適な作業は出来ない!と言いたいぐらいです。ぜひ取りつけましょう。これは寿貿易では扱っていないのでAliExpressで購入しました。
これに刃物をつけてすぐに取り替えられるようにしています。以下が私がよく使う刃物のセットです。

クイックチェンジとホルダとチップを分解すると下の写真の様になります。上部のネジで刃物の高さを調整することができます。通常は刃物を変えると高さの調整が大変なのですが、一度調整すればあとは簡単に交換ができるので便利です。

刃物について
切削に使う刃物ですが刃物を自分で研いで使うものと交換して使うスローアウェイというタイプがあります。切れ味は自分で研いだほうが良いらしいのですが研ぐためのスキルもいるのでスローアウェイをお勧めします。切れ味が落ちたり欠けた時に交換すれば良いので簡単です。
端面加工
丸棒の切断面を綺麗にするための切削です。
丸棒の長さを調整するときにもこの方向で切削します。
直径方向の切削
ベアリングにシャフトが入るように切削します。端面加工とは刃物が違います。クイックチェンジツールがあるとこの付け替えが簡単です。
内径5.0mmのベアリングにはまるようにシャフトを切削します。直径を測るにはマイクロメータを使います。ノギスでも良いですがマイクロメータのほうが安定して測定できます。内径5.0mmのベアリングに入れるので4.98mmを目標に切削します。
上の動画では4.99mmまで切削して最後に4.98mmにしています。最後の0.01mmは切り子はほとんで出ません。
DRO
DRO(Digital Read Out)は旋盤の送りに取り付けて0.01mm単位で測定するものです。私が使っているのはDRO PROSというところから購入しました。

直径方向と長さ方向の表示ができます。

直径方向のセンサー部分
卓上旋盤では取り付け部分が狭いのでセンサーの取り付けが結構難しいです。私はそのためにテーパー加工の機能を取り外してます。長さ方向のセンサーは旋盤の裏側についてます。
同じような測定器具でデジタルノギスのようなタイプ、寿で購入できる回転ノブに取り付けるタイプがあります。これらも試しましたがイマイチ。壊れるし精度出ないし。DROのほうが高いですが価値はあります。
スローアウェイチップとホルダ
私の使っているスローアウェイチップは次のものです。
端面と直径方向の切削 :TPMT090202HQ TN60
突っ切り: GDM2020N-003PF PR1225
内径切削用:TPGH080202L TN60
スローアウェイチップを取り付けるためのホルダがそれぞれ必要になります。チップとサイズが合っている必要があります。
端面と直径方向の切削:8mm角のホルダ(どこで買ったのか忘れました)
突っ切り:多分これ
内径切削用:三菱マテリアルホルダ
材料の固定(3爪チャックとコレット)
今までの例では材料の固定は3爪チャックを使いました。一般的な加工では3爪チャックが便利です。太さが変わっても簡単に固定できますが微妙に中心のブレが出てきます。高精度に材料を固定するには直装コレットが良いです。ただ決まったサイズしか固定できないので各種のサイズを揃えておく必要があります。旋盤によって主軸テーパーが決まっているのでそれに合わせて用意すると良いでしょう。卓上旋盤ではMT2かMT3が多い様です。私はヤフオクで買いました。

取り付けるには引ネジを使い取り付けます。

3爪チャックを外して引ネジを使い取りつけます。引ネジでコレットを引っ張るようにして材料を固定します。

引ネジは六角レンチで締めて固定します。

材料を外すには引ネジをゆるめてプラスチックハンマーか木槌でコンコンと叩いて外します。金槌で叩くと旋盤を痛めるので絶対にやめましょう。
直装コレットを使うと安定して切削できるので1ランク上の結果を得ることができます。3爪チャックで面が荒れる場合などは試してみる価値はあります。