
【22】清酒醸造の微生物(2) -麴菌②-

麴菌について基礎的な話を-麴菌①-で触れました。②では麴菌の研究・育種に関わる部分を紹介しますが、その前段として「種麴屋」の話題から紹介します。
種麴
麴を造る際に元となる「種麴」ですが、「もやし」とも呼ばれます。語源としては「萌やす」=「芽を出させる」という意味で、野菜のモヤシと同じ語源なんだそうです。
この種麴は室町時代には既に製造されておりまして、発酵産業に利用する微生物が別に製造され、産業としてその時点で成立していたというのは驚きですよね。
種麴造りが確立されるまでは「友麴法」という、麴の出来のよかった部分を保存しておき、それを次の麴作成時の種とするやり方を用いていました。種麴屋が近隣にない地方においては、種麴法が確立した後も友麴法で麴造りが継続されていたそうです。
種麴とは文字通り「麴の種」のことで、本体は麴菌(Aspergillus oryze、A. sojae、A. luchuensis)の分生子である。酵素活性や生育速度など目的とする性質を有する純粋培養した保存菌株を米などの基質に接種して、約1週間培養することで分生子を十分に着生させる。それを、乾燥させたものを粒状種麴、分生子を回収・配合したものを粉状種麴と呼ぶ。種麴の歴史は古く、室町時代にはすでに製造されていた。種麴発明以前は製造した麴の中から出来の良い麴を選び、次回のスターターとして用いる友麴法が中心であったが、この方法では製品の品質は安定しない。当時は現在のような衛生的な環境の整備も難しく、製品の安定化に不可欠な単一菌株を培養することは困難であった。そのような状況下、「木灰」を用いた培養手法が確立され、純粋培養の精度、および種麴の生産効率・品質は飛躍的に向上することになった。
種麴屋
この種麴の製造について、全国種麴組合なる組合があるそうで(組合自体のwebサイト等はありません)、種麴屋がどの程度あるか探ってみたところ、以下の文章がありました。
米麹をつくる
京都市下京区の一角にある「京都もやし町家」にて2017年10月6日から8日にかけて開催されたワークショップで、麹造りを体験した。お米が蒸されたあとに種麹がふりかけられる。その種麹を栽培するのが老舗種麹屋「菱六」である。助野彰彦さん(菱六社長)が調べた全国種麹組合会員名簿によると、種麹(もやし)屋は、1953年には京都に拠点のあるもので10軒、全国で40軒あったのが、現在は全国に6軒、京都に1軒しかない。
それを受けてWEBサイトを調査し、種麴の製造販売を確認できたのが以下の7軒でした。上記の「全国に6軒、京都に1軒」がこれと一致するかはわかりませんが、数は合いますよね……。
1963年(昭和34年)に書かれた文章には以下の記載がありました。1954年(昭和29年)・1955年(昭和30年)の統計で約40場、というのが上記とだいたい同じです。
製造業者と生産量
その数を正確に知り難いのであるが工場数にして全国で五〇余というところではなかろうか。昭和二九、三〇両年の統計であるが、この中原料米の配給を受ける業者数は約四〇で、これらは清酒用、味噌用や地区(鹿児島)により焼酎用等の種麴を多くは兼業して製造して居り、この中酒類用種麴の製造家は一六場で内清酒用一一場位、その三場が大阪に、六場が京都に、残り一、二場が南九州に分布しているということが出来る。
麴座
種麴屋のルーツを辿っていくと、時代は1000年近く遡ります。平安時代から室町時代にかけては、朝廷や幕府から公認された麴座と呼ぶ専門業者だけが麴を製造し、醸造元に卸していました。
麴座とは、麴の製造から販売を担っていた麴屋の同業者組合に相当するもので、麴に関する独占権を巡って京都では騒動が起こりました。
北野天満宮と麹屋のつながり
酒造りのみならず、味噌や醤油など日本の発酵製品で欠かせないのが麹です。
室町時代には、酒蔵が使う麹は麹屋が卸していました。当時の京都には300以上の酒蔵が存在していましたが、酒蔵はまだ麹造りを行っておらず、「麹屋」という麹の製造から販売までを担う専門業界が別個に存在していたのです。
北野天満宮は、「麹座」と呼ばれる麹屋の同業者組合(北野麹座)を結成し、麹の製造や販売の独占権を取り仕切っていました。幕府が北野天満宮の麹座に麹造りの独占権を認めていたため、酒蔵が勝手に麹を造ることはできなかったのです。
しかし、酒蔵全体が急成長し始め、その中でも資本力のある酒蔵が麹造りに取り組み始めます。これに反発した麹座は、京都全域における麹の製造販売の権利一切を幕府から獲得し、京都の酒蔵が自身で麹を造ることを一切禁じます。
麹販売権の規制緩和や撤廃を求めて圧力を掛けたのが、延暦寺でした。その対立はエスカレートしていきましたが、幕府は延暦寺からの抗議に折れた形で北野麹座の独占権の廃止を認めます。これに反対する麹座の面々は北野天満宮に立て籠もりますが、幕府側に鎮圧され、この事件(文安の麹騒動)により社が焼失します。
この事件の結果、麹屋は没落して酒造業へ組み入れられ、奈良の「菩提泉(ぼだいせん)」や近江の「百済寺酒」、河内の「観心寺酒」などの僧坊酒が台頭する一因ともなりました。
この騒動を経て、麴造り自体は蔵元で行われるようになりましたが、先述のとおり友麴法では品質が安定せず、種麴の製造販売へ転換した麴座の専門業者によって種麴が供給されるようになったようです。今でも種麴については数少ない専門業者が製造販売しているというのは、そのような歴史的背景があるのです。
種麴屋の系譜
室町時代 足利13代将軍より賜った許し版。 種麹業をはじめた際の許可証として、木版にて種麹を入れる袋に押印して販売したため屋号を「黒判(くろばん)」と呼ばれるようになり、現在でも全国の酒造メーカーからその愛称で親しまれています。
さて、慶長二〇年大坂落城後、豊臣方の家臣の一人が京都へ落ちのびて町人となり麴業を営み始め、当方が麹座の許し判入りの木版を黒色の柳墨で刷って居たのに対し類似の木版を作り赤色で刷ったので、世間では「黒判」「赤判」と呼称するようになったと伝へられている。二~三〇〇年前まで種麴業者はこの二軒で、当初は自家用または近くの縁者に無償で供給していたが、逐次需要の増加と飛脚の出現によって、東は三河・西は灘五郷あたりまで頒布されるようになった。
種麴屋の中でも最も成立の古い「糀屋三左衛門」のサイトに、現在「黒判もやし」と呼ばれる由来が記載されています。そしてその当主であった村井豊三が1989年に記載した上記文書では、「黒判」の他に「赤判」と呼ばれる2軒の種麴屋が江戸時代にあったと記載されています。
赤判と呼ばれたのは「近江屋吉左衛門(近藤吉左衛門)」で、この他に成立年代が不明なのが「菱屋六左衛門」(=現在の菱六)などで、江戸時代末期には数軒の種麴屋があったとのことです。
糀屋三左衛門現当主によるnote(下記リンク先)には、種麴屋は概ね黒判・赤判の系譜から派生したものと記載していますが、別の文献(近江屋家文書による江戸時代種麴屋業に関する考察(II)【PDF】)によれば「近江屋に奉公し、暖簾分けをされた十人の存在が確認された」「種麴屋として江戸時代に存在が知られている糀屋三左衛門方も菱六方も一子相伝のきまりを堅く守り、暖簾分けを行っていない。」ともありました。
赤判のルーツである近江屋吉左衛門は1960年(昭和35年)に廃業となったそうです。その際に「蘖法伝書」などの古文書が京都府に寄贈され、上記考察のような種麴屋に関する様々な記録の基になっています。
麴菌と鉄着色
さて、麴菌の育種についてですが、専門業者の中では品種改良として行われていますが、酵母に比べると表に見える研究例は多くありません。
この種麴の育種において、清酒製造業界的に一番メジャーなのがDF菌(DF非生産菌)です。
鉄により清酒が着色する、という現象は昔から良く知られており、この原因が麴菌が生産するferrichrome類、deferriferrichrysin(以下DF)によることが明らかになっています。このDF自体は無色ですが、鉄分と結合するとferrichrysinとなり、これが呈色物質として酒の色を変えてしまうのです。
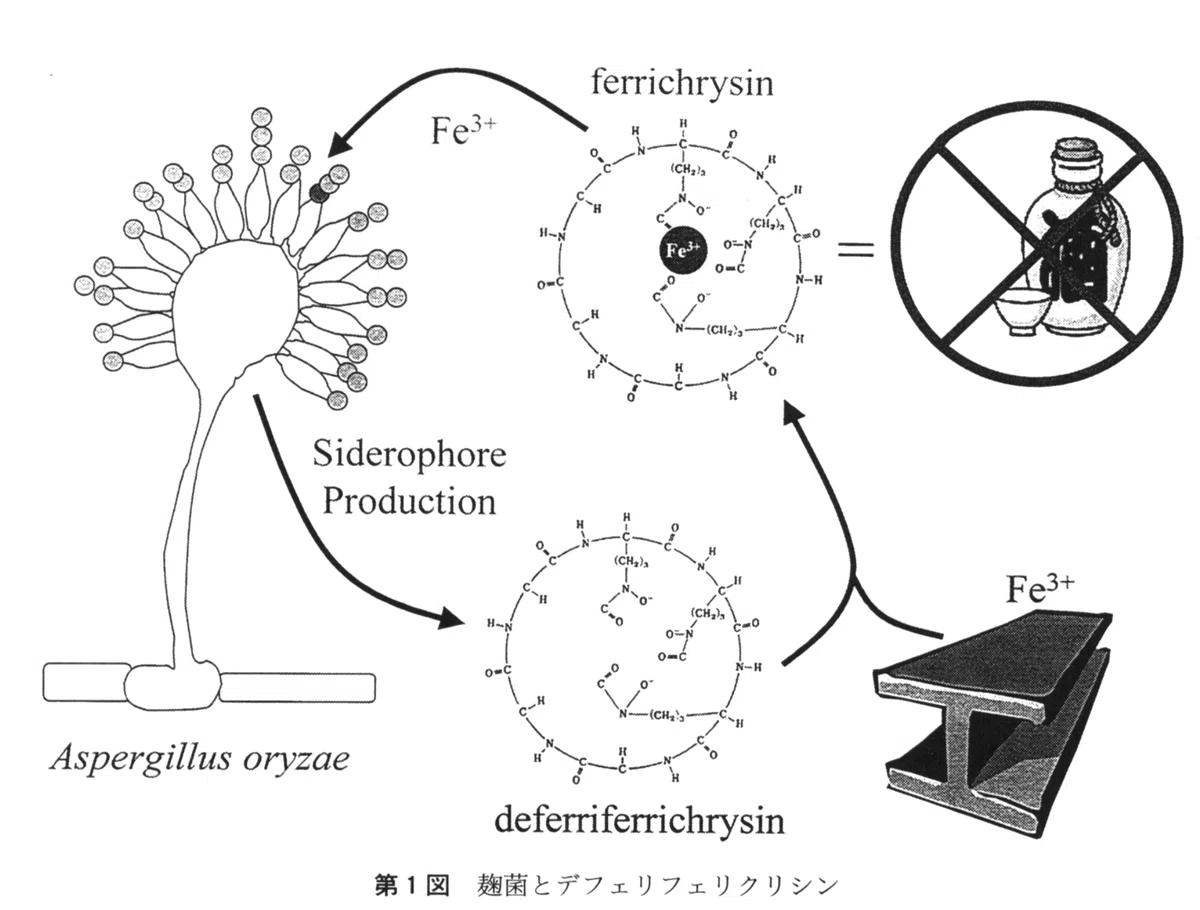
デフェリフェリクリシンは、3分子のデルタ-N-アセチル-デルタ-N-ヒドロキシオルニチンと2分子のL-セリン及び1分子のグリシンが環状に結合したヘキサペプチド構造をとっており、それ自身は無色であるという。ところが鉄イオン(Fe3+)と出会うと、分子中に存在する3つのヒドロキサム酸がちょうど手のように鉄イオンを包み込み強力な錯化合物「フェリクリシン」を形成し、これが赤褐色を呈するという。
(中略)
製麹中、麹菌にしてみれば蒸し米という鉄の不足した環境下で、デフェリフェリクリシンを生産しこれを分泌することで必要な鉄分をなんとか菌体内へ取り込もうとしているだけであり、たまたま、このデフェリフェリクリシンが最終製品へと移行してしまうため清酒の鉄による異常着色の原因となってしまうのである。(第1図)。
上記報文にあるとおり、麴菌にしてみれば生存戦略のために鉄分を取り込むための手段であるものが、清酒業界にとっては着色原因となるため忌避されるものになっています。
酒の着色については活性炭での除去が行われますが、鉄着色については活性炭で取り除くのが難しいため、清酒製造環境ではとにかく鉄の存在を回避してきました。醸造用水の条件に鉄分が少ないことが前提とされるのも、使用される道具にステンレスやアルミ、樹脂が用いられるのもそのためです。またDFとの作用以外にも着色の触媒となることが知られています。
品質の変化(1)色の変化
ビン詰め後の着色には、主に下記の3つの理由が考えられます。
(1)鉄による着色
鉄が日本酒に混じると「フェリクリシン」という色素が生成され、赤褐色に着色します。この色素は活性炭などを用いても容易には除去されないので、鉄分がお酒に入らないことが肝心です。仕込水などに含まれる鉄分が少ないことが最も重要ですが、充分に洗ビンすることも大切です。
(2)日光による着色
日本酒が日光に弱いことは、透明ビンに入ったお酒を直射日光に当てると3時間あまりで3~5倍に色が濃くなり、味も香りも悪くなってしまうことからも明らかです。また紫外線の少ない室内でも、散光によっても徐々に着色は進んでいきます。光による着色反応はいずれも酸素を必要としています。
(3)熟成による着色
日本酒は貯蔵するに従って着色してくることは一般によく知られています。これは熟成する過程で、お酒に含まれる糖分とアミノ化合物によって起こる化学反応によるもので、醤油や味噌の色もこれと同じです。このような着色は貯蔵温度が高いほど、pHが高いほど、アミノ酸が多いほど大きくなります。また鉄、マンガン、銅などの重金属があればより一層早く進みます。
なお鉄が清酒醸造において着色以外にもさまざまな影響を及ぼし香味の劣化に関与することは、下記報文によると、1929年に江田鎌次郎が報文を出して以来、100年近い歴史があるようですが、一旦はDFの話に留めておきます。
研究のはじまり
「清酒の品質に関係する無機成分」という面からみた時、誰しもが最初に挙げるのは鉄であろう。そして鉄ほど、徹頭徹尾「マイナス」の面からのみ注目されている無機成分もめずらしい 。
すでに1929年江田らは、鉄分の多い水が清酒の着色度を高めることを明らかにしているし、引き続いて金井ら、鈴木らによって、鉄が清酒の香味を劣下させ、こうじの糖化作用やアミノ酸の生成を抑制する、という報告もなされている。
DF菌の開発
清酒環境中における鉄は、使用水の除鉄や、使用機器と鉄の接触を極限まで減らすことで回避することが出来ますが、水の除鉄には手間がかかりますし、ガラスや樹脂でライニングされた貯蔵タンクに傷があると、そこから鉄が溶出するなどの事象もあり、現場から完全に鉄を除くのは困難な場合もあります。ならば前駆体であるDFの方を無くせば良いのでは、という発想で品種改良が試みられました。
清酒醸造工程に鉄分が混入してくると褐色に着色し、この着色は活性炭素などによっても取り除き難いことが経験的に知られている。最近、佐藤、蓼沼等によりこの物質は麹の生産するデフェリフェリクローム類(DF)と鉄が結合してできるフェリクリシンであることが究明された。したがって、清酒でこの種の着色を少なくするためには、醸造工程中に鉄分の混入を極力防ぐか、麹菌によるDF生産を少なくするかの方策を考える必要がある。
1974年には紫外線照射による変異でDF非生産菌が得られたことが原昌道らによって報告され、その後種麴屋からDF非生産菌が発売されるに至っています。
Deferriferrichrome非生産性麹菌変異株の造成と変異株の菌学的性質 : 有用清酒麹菌の開発(第1報) (原 昌道 他, 醗酵工學雑誌, 52, (3), 306-313(1974))
Deferriferichrome非生産性麹菌変異株による清酒小仕込試験 : 有用麹菌の開発(第2報) (原 昌道 他, 醗酵工學雑誌, 52, (3), 314-320(1974))
DFの機能性
清酒の製造現場においては厄介者扱いされているDFですが、その機能については実に有用性が高く、50年以上前の報文においてもそのことに触れられています。
Ferrichrome類は清酒中では着色に関係するのであるが、おもしろいことに、その他に抗菌性を持つ場合や、逆に抗菌性を打消したり、微生物の生育を促進したりする作用もある。
月桂冠ではデフェリフェリクリシンの研究により、美容や健康におけるさまざまな機能性について報告しています。月桂冠総合研究所のサイトにまとめられていますので、詳細はそちらをご覧ください。直近ではがん細胞にのみパラトーシスを誘導することまで明らかになっています。米麴およびそれを用いている製品の需要喚起になると良いのですが、そうなるとDF菌の立場がなくなりそうです……。
おすすめコンテンツ -デフェリフェリクリシン(Dfcy)-
麹菌Aspergillus oryzaeは鉄イオンを自然界から取り込むため、環状ペプチドであるデフェリフェリクリシンを生産します。他方、デフェリフェリクリシンは鉄イオンと結合して黄色・赤色物質となるため、清酒醸造では不要な物質とされてきました。
月桂冠では、逆転の発想によりこの不要な物質に着目し、大量生産技術を開発、それだけでなく、抗酸化や調理効果などの新しい機能性について明らかにしました。
公設研究機関が開発した麴菌
酵母と併せて地域色のある清酒をという研究の中で、麴菌もオリジナルのものを開発したケースがあります(中には地理的名称の要件となっているものもあります)。酵母と異なり全都道府県は網羅しませんが、一部紹介したいと思います。研究として行っているがまだ成果が出ていない、あるいは菌を獲得したがその後が確認できないという公設研究機関もありまして、それらは割愛しますね。
青森県
「あおもり酒テロワール」として酒米、酵母の他、麴菌についても県産の微生物をということで開発したのが「ゴールドG」という種麴です。
ゴールドG
「華想い」の⾼級酒に適した性質をもつよう、市販の麹菌に紫外線を照射して変異させた株から選抜されました。デンプンをグルコース(ブドウ糖)に分解する「グルコアミラーゼ」という酵素を⾼⽣産し、酵⺟がつくる「カプロン酸エチル」の華やかな⾹りとよく調和します。もろみの糖化⼒がかなり強いため、留麹を省略しても、きれいで旨みのあるお酒に仕上がります。
いわゆる「高グルク菌」と呼ばれる、グルコアミラーゼ高生産性菌株と思われますが、元々の由来は「市販の麴菌」とあるので、その素性まで青森県と関係するのかは不明です。
なお、酒粕の褐変という欠点は他の高グルク菌同様に所持しており、その対策(育種)も行われているようです。
岩手県
地理的表示「岩手」において、「オールいわて清酒」を表示する場合は、米及び米こうじが岩手県内で収穫した米、麹菌及び酵母は岩手県内で育種された菌株であることが要件とされています。
岩手県オリジナル麹菌「黎明平泉」を開発
開発経緯
開発に当たっては、地方独立行政法人岩手県工業技術センターと岩手県酒造組合のほか、酒類総合研究所様、秋田今野商店様の技術提供を得ました。また、麹菌の選抜試験では、29種類の麹菌の中から香りや色などを吟味して本県の目指す酒に合うオリジナル麹菌2種類をブレンドして完成しました。
名称と特徴
名称には平泉の世界遺産登録を大震災からの復興に向けた新たなスタートの象徴として位置づけ、夜明けを迎えて一歩を踏み出す思いが込められています。黎明平泉は岩手県オリジナル酒造好適米「吟ぎんが」を使用し、岩手県産米に合う麹菌ということに重点を置きました。旨味や甘みのバランスが良く、後味のスッキリした酒が出来る特徴があります。
単独の菌ではなく、29種の中から選抜した2種の混合使用となっています。
この「黎明平泉」については、大元の菌株は株式会社秋田今野商店や独立行政法人酒類総合研究所からの供与を受けていることから、麴菌の分離元も岩手県の「完全自県産清酒」を目的として、新たに2種の種麴「麴菌紅椿」「麴菌白椿」が獲得されました。
岩手県内の酒造好適米の圃場に発生した「稲麴粒」から、「通俗製麴方要訣」に記載の方法を用いて麴菌を採取し、単離作業と製麴試験を経て2株が選抜されています。気仙地域産のヤブツバキを用いて2株の麴菌の単離が行われたので「椿」の名前を用いたようです。
詳細はこちらにまとめられていますのでご覧ください(↓内の 7月16日(金) 「3 新規オリジナル麹菌の製麹特性の検討」に記載)
吟1061株=「麹菌紅椿」は普通酒~純米酒、No.36株=「麹菌白椿」は吟醸酒~大吟醸酒用としての利用が期待できるとあり、株式会社秋田今野商店より「Oryza1061」「Roots36」として販売されています。
それを受けて、GIオールいわて清酒の要件について、
種麹は「黎明平泉」、「麹菌白椿」、「麹菌紅椿」を用いていること
とされたようです(令和5年10月18日GI岩手スタートアップイベントにおける説明資料、以下のサイトにリンクあり)。
秋田県
清酒よりも甘酒に用いられている種麴になりますが、「あめこうじ」が秋田県総合食品研究センターと秋田今野商店によって開発されました。
1.あめこうじの開発
秋田県は麹文化県と言ってよいほど麹を利用した多数の伝統的発酵食品があります。この秋田の麹文化をさらに全国に広めることができるように、秋田県総合食品研究センターでは、独自の方法を用いて平成22年から4年間、麹菌開発に取り組みました。
その結果、甘味が強く、すっきりとした味わいを特長とする新しいタイプの麹菌を開発することができました。秋田県ではこの麹に「あめこうじ」という愛称を付け、ロゴマークも制定し、麹の活用と新商品開発の支援を行っています。
2.あめこうじの特徴
あめこうじのもととなった親株は吟醸酒用麹菌です。そこから生まれた「あめこうじ」は褐変性(チロシナーゼ活性)が従来の麹より低くなっています。
あめこうじで、甘酒を作った場合、従来の白色系麹の甘酒と比較すると、甘味が強く(糖度を示すBrix%が15~20%高い)、すっきりした味(アミノ酸量が20~30%低い)という結果でした。
また、官能試験でも「あめこうじ」による甘酒は、「甘味は強い」、「すっきりとした味わい」との評価が得られたことから、漬物など麹が昔から使用されている加工食品に留まらず、甘味素材としてお菓子などへも応用できる優れた麹であることがわかりました。
低チロシナーゼかつ高グルクアミラーゼなら吟醸酒に使えそうにも思えるのですが、現状使用されている様子が確認できません。そうはうまく行かないんでしょうかね。
茨城県
種麴メーカーの日本醸造工業株式会社と、茨城県産業技術イノベーションセンターのフード・ケミカルグループによる共同研究で開発された新しい麴菌「清麗」を用いた大吟醸酒で、全国新酒鑑評会の金賞を受賞したというプレスリリースが確認できましたが(下記リンク先の6月27日付の「 県内事業所と共同研究で取り組んだ種麹を使用した清酒が全国新酒鑑評会で「金賞」「入賞」!」がそれです)、開発経緯は見つかっていません。
「青リンゴのようなフルーティーな香りを増強させる清酒用種麹」と記載があるのですが、「清麗」で検索しても詳細が出てこないので、これからですかね。
長野県
長野県工業技術総合センターが育種した麹菌のビタミン2高生産株R2、という情報が見られましたが、味噌用でした。
麹菌R2
味噌の色調向上、旨味増強を目的に県工業技術総合センター食品技術部門が開発した麹菌。麹菌R2を使った味噌はビタミンB2、旨味成分の含有量が高く、官能評価でも色のさえと旨味が強く、物性が柔らかい等の評価を受けています。なお、当菌の使用を示す表示マークが考案され、商品ラベルに表記されています。
静岡県
静岡県工業技術研究所の報告によると、独立行政法人酒類総合研究所、株式会社ビオック、静岡県酒造組合との共同研究により、「静岡県オリジナル清酒用種麹の開発」が行われ、県内蔵元での醸造データの収集が行われている段階です。近いうちに正式な頒布が行われそうですね。
静岡県オリジナル清酒用種麹の開発
[背景・目的]
本県清酒業界は、地酒祭りの開催やGI静岡によるブランディングを通じて、国内外への県産清酒の魅力発信に取り組んでいます。そのような中、業界からは話題性や魅力ある商品の開発に向けて、本県独自の清酒用種麹の開発要望が強く寄せられていました。
そこで当センターでは、静岡酵母を使う本県の清酒醸造に適した、本県初となる静岡県オリジナル清酒用種麹の開発を行いました。
[研究成果]
・株式会社ビオックが保有する麹菌51株について、本県独自の選抜基準(PCR による麹菌の醸造適性評価やオフフレーバーの生成に関わる酵素活性の評価等)にてスクリーニングを行い、静岡酵母を使う本県の清酒醸造に適した、「バナナ様の吟醸香の生産性が高い」、「低酸性である」等の条件を満たした3株選抜しました。
・この選抜麹菌3株を特定の割合でブレンドした試作種麹3点を製造し、既存の市販種麹1点を加えた4点で、総米6kg規模によるベンチスケール清酒を試作しました。この4点について、官能評価試験を実施し、パイロットスケール清酒を試作する種麹1点を選抜しました。
・上記にて選抜した種麹1点を用いて、総米200kg規模によるパイロットスケールで清酒を試作しました。その結果、研究開始当初の開発コンセプトどおり、バナナ様の吟醸香が高く、酸度の低い酒質となり、本県の清酒醸造に適した種麹を開発することが出来ました(写真)。
[研究成果の普及・技術移転の計画]
本成果は、巡回指導や酒造研修等を通じて県内清酒メーカーへ普及及び技術移転を進めており、これまでに8社の清酒メーカーにて今回開発した本県オリジナル清酒用種麹を使った清酒の醸造を進めております。今後は、県内清酒製造者全28者に普及できるよう、本種麹を使って、様々な酒米や酵母と清酒の仕込み試験を実施し、醸造データの収集を続けていきます。
兵庫県
酵母の件でも触れた「庭酒プロジェクト」ですが、麴菌も宍粟市の庭田神社境内からA. oryzaeを採取して用いていることが記載されていました。
播磨国風土記と庭田神社
(中略)
播磨国風土記の宍禾郡庭音村の由来に「大神の御乾飯が濡れてカビが生えたので、酒を醸させ、庭酒(にわき)として献上させ、酒宴をした」との記述があり、これがカビを用いた酒、すなわち麹菌を用いる日本酒についての最古の記述であると言われています。そこで、庭音村(現:宍粟市庭田神社)より、酒造用麹菌と酵母を分離し、これを用いた酒を記念酒「庭酒」とすることとしました。
庭田神社より麹菌、酵母の分離
宍粟市庭田神社から麹菌と酵母を分離するために、甘酒を神前にお供えしたものや境内の草木、土等を採取したものを菌株分離用培地に接種しました。麹菌は本殿前にお供えした甘酒より酒造用麹菌と似た色の菌株を分離し、これを(独)酒類総合研究所にて分析を依頼したところ、麹菌と同じグループの菌であることが確認されました。酵母はエタノール10%存在下でアルコール発酵を行うもののうち、現在よく使用されている酒造用酵母である協会酵母と性質が同じかどうか等で判断して分離したところ、拝殿前の榊の木の枝より協会酵母と同種属の酵母を取得できました。
「日本酒発祥の地」は諸説あるのですが、宍粟市は「『播磨国風土記』に現存する最古の日本酒造りの記述が残る」ことを根拠に名乗っているようです。日本酒造りというより、麴菌を用いた酒造の最古の記録というのが正確なところでしょうか。
なお、この麴菌を用いた甘酒製品「にわの糀」のパンフレット[PDF]には「本殿前にお供えした甘酒から発見されため『庭こうじ』の名がつきました。」という記載があります。
奈良県
こちらも「清酒発祥の地」を謳う案件になりますが、「正暦寺酵母」の際に触れた菩提酛仕込の復元において、麹菌の採取を試みています。
しかし、結果としては有望な菌株を得ることができず、麴菌については特別なものを用いることなく菩提酛仕込が行われている旨が記されています。
平成8年(1996)、奈良菩提研ではこのような先行研究を参考にしながら、正暦寺ゆかりの稲からの麹菌の分離を計画した。樋口松之助商店の岩田氏がその研究の任を請け負ったのであるが、あらゆる努力もむなしく、どのようなサンプルからも有望な菌は発見できなかったという。
結局、天然の麹菌を使用するという計画は実現しえなかった。次善の策として、樋口松之助商店が、明治期から大切に保持してきた麹菌の古株を提供してもらうことになった。しかし、岩田氏によれば、古い株はいわば原始的なものであり、そのまま使うと雑味の強い酒になってしまうので、酒造りのために改良されてきた専用の麹菌と混ぜて使用してみるということになったという。当初はそのように特殊な麹菌へのこだわりは捨て切れなかったが、平成18年(2006)の現在では、最終的な酒の味を鑑みて、正暦寺での酒母造り過程においても、またそれを使う各メーカーでの酒造りにおいても、古い株等は使われてはいない。ちなみに正暦寺での酒母造りに使用される麹米は、研究会会員である奈良市の八木酒造で造られたものが提供されている。
このように天然麹菌の利用計画は実現してはいないが、奈良菩提研は、正暦寺での酒母造りには、あらゆる微生物をゆかりの土地に求めたい、という強い意志を持っていたことは間違いない。
鳥取県
鳥取県産業技術センター研究報告において、2010年から鳥取県のオリジナル麴菌を自然環境中から取得し、その結果として吟醸酒用および純米酒用の2つの菌株の獲得に至っていることがわかりましたが、そこから後が情報がみつかっていません。
下記リンクには「センターが開発したすいか麹と酵母を技術移転し、『鳥取オリジナルの日本酒』が製品化されました。」とありますので、おそらくこの「すいか麴」へ繋がっていると推測しています。
その他の麴菌開発の動き
たまたまこんな記事を見つけましたので紹介しておきます。
引用するには長いのでリンク先をご覧ください。
清酒の生産量が1/3に落ちても単価を3倍以上に上げて売上金額が確保されれば産業として成立しますよね、という問いに対して、種麹屋はそうもいかないという危機感は確かになかったですね。
これは瓶や箱などの資材にも共通する問題で、瓶に至っては製壜工場の閉鎖に伴う資材不足が問題になりました(一升瓶のリターナブルについてはまた別の要因もあります)。業界として持続可能かどうか、という着眼点は興味深いです。
麴菌に関しては以上です。
酵母に比べるとあっさりしていますが、思ったより時間が掛かってしまいました。
微生物の話で続けるならば乳酸菌(酒母の話や火落ちの話)かなと思いますが、乳酸菌やその他の微生物たちについては、自身の基礎学力が弱いのが明らかなので、少し方向性を変えようかな……。