
3Dプリンタの造形物の底面をなめらかにしたい

はじめに
FDM(熱溶解積層方式)の3Dプリンタで底面側に隙間があるモデルを出力する場合,サポート材を付けても底面(裏側)は凸凹になりがちです.置物を作る場合はあまり問題にならないのですが,機械的な機能のある部品を作るような場合は困ることがあります.これまでなんとなくうまくいっていたのですが,フィラメントを変えたらうまくいかなくなってしまい,ちょっと考えてみました.
使っている3Dプリンタ
FLASHFORGE社製のAdventurer3を使っています.フィラメントは艶消しの見た目が好きでABSを使っています.これまでフィラメントはFLASHFORGE社製を使っていたのですが,グレーがなくなってしまったのでPolymaker社製を使ってみました.
今回出力するモデル
工作に使用する部品です.

真ん中の長穴と底面を他の部品が摺動するような使い方をするため,底面を滑らかにする必要がありました.
失敗例
これまでFLASHFORGE社製ABSフィラメントでは,スライサFlashPrintの設定を
サポート材
モデルのスペース(Z)…0.20mm→0.10mm
パス形状…ポリライン→グリッド
上面積層数…0→4
くらいだけ変更してうまくいっていたのですが,Polymaker社製のABSフィラメントはFLASHFORGE社製よりも層間がよくくっつくようで,それは自体は良いのですがサポート材が剥がせなくなってしまいました.そこで,モデルのスペース(Z)を標準の0.20mmに戻したら,失敗しました.

上のCADの図の奥側の裏面です.
サポートとのスペースを0.20mmと遠くしたためモデルの底面が荒くなってしまいました.また,中央の長穴部分もしっかり造形できず,樹脂が内側に寄ってしまいました.サポートの上面にうまくくっつかなかったのではないかと思います.
対策を考える
上の写真を見ると,ラフトにくっついていたモデルの脚(丸穴がある部分)の底面はまあまあ滑らかになっています.であれば,モデル底面とサポート上面の関係が,モデル脚底面とラフトの関係と同じようになればよいだろうと考えました.
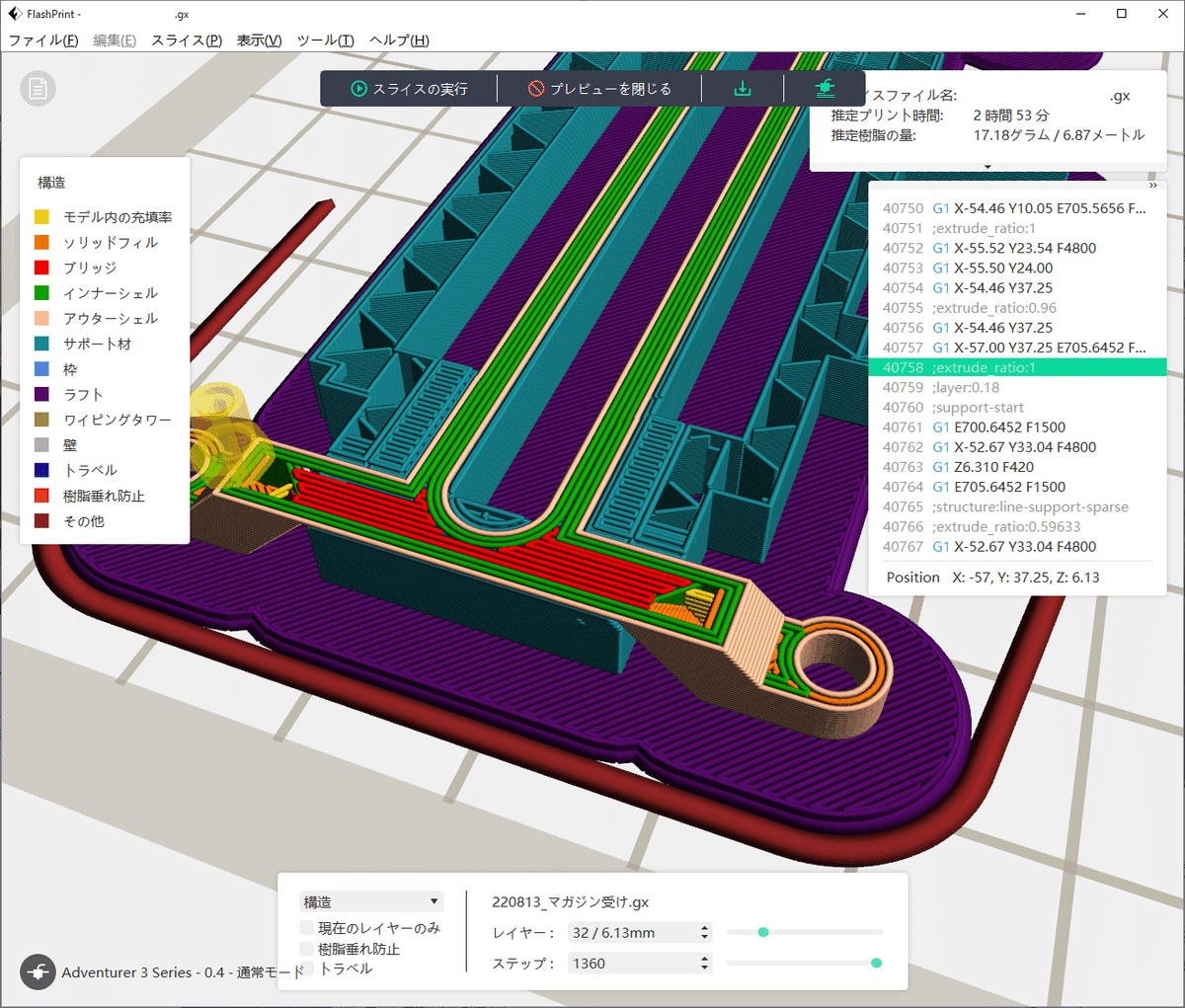
FlashPrintの設定とスライスの結果を見ていると,どうやらサポート上面に接する部分は「ブリッジ」というものが作られているよう(これは手前側なのでさっきとは逆側です).ブリッジ(赤)は向きがサポート上面と同じなので剥がしづらい原因のように思います.ブリッジは無しにして,普通のインナーフィル(橙)から始まるようにすれば,向きが斜めなのでサポート上面と近くても剥がせそうです.
長穴が崩れてしまった部分はインナーシェルとアウターシェル両方崩れていたのですが,スライスの結果を見るとインナーシェルが先に出力されているので,まずインナーシェルの崩れを防ぐ必要がありそうです.順番は変えられないようですが,インナーシェルのスピードを落とすことはできそうです.
サポートとモデル剥がしやすくした上で近づけて凸凹を抑える.さらに,スピードを落として正確な造形を助ける.これを対策としてみます.
FlashPrintの設定変更
スライサFlashPrintの設定を下記のように変更しました.スピードを落としているので出力時間が伸びますが,2.5時間→3時間程度の差でした.このモデルはサポートを出力している時間が長いので,インナーシェルのスピードを落としても割合としては影響が少ないようです.
プリンター
樹脂の種類…Flashforge-ABS
外枠
モデル外層の厚み
シェル・カウント…2→3
スピード
可視インテリアのスピード…70%→50%
目に見える内部最高速度…200mm/s→40mm/s
見えないインテリアのスピード…100%→50%
目に見えない内部の最高速度…200mm/s→40mm/s
サポート材
モデルのスペース(Z)…0.20mm→0.10mm
ベッドとの隙間(Z)…0.15mm→0.10mm
パス形状…ポリライン→グリッド
上面積層数…0→4
(「可視」だったり「目に見える」だったりするのはFlashPrint5.4.1の画面のままです.)
結果
結果,うまく出力できました.(写真だとわかりづらいですが.)


まとめ
サポートが付くモデル底面の凸凹の軽減方法について紹介しました.
同じABSフィラメントでFLASHFORGE社製からPolymaker社製に変えただけで結構悩むことになってしまいました.樹脂はなかなか難しいです.