Creality K1を性能UP!OrcaSlicerとFluiddとTriangle Lab製品で精度と速度を上げる

表題の通りの内容を2023/11月頃に実施した手順を備忘録的にここに記します。
目的
純正のスライサーはクラッシュしがち、操作がぎこちないのですが、精度と強度が必要な部品を作っていた時にスライス結果は不正確な事に気づきました。具体的にはノズル径の半分くらい勝手にズレてました。
純正スライサーではこれを修正することができなかったのですが、OrcaSlicerであれば解決できます。
むしろ可能な限り正確な造形を必要とする場合、この手順はほぼ必須とも言えます。実際にやってみてそう感じました。
これから購入を考えている人はこれを踏まえて他社製品と比較すると良いと思います。
前提となるroot化
この記事は所属する会社で公開する予定はないのでroot化手法も書いてしまいます。これを使用しました。
セキュリティ面のリスクや保証を失う可能性等を理解した上で自己責任で実行して下さい。
gcode_macro.cfgの編集
上記リンクの冒頭にgcode_macro.cfgに記述を追加せよ、と記載があるのでひとますはこの通りに実施します。が、これは罠です。
印刷前のベッドメッシュ計測が行われない、行われるが終わらない、といった問題が発生します。下部の方により良い記述があります。
実際に編集したgcode_macro.cfgのSTART_PRINT部はこんな感じ。
[gcode_macro START_PRINT]
gcode:
WAIT_TEMP_END
CLEAR_PAUSE
{% set g28_extruder_temp = printer.custom_macro.g28_ext_temp %}
{% set bed_temp = printer.custom_macro.default_bed_temp %}
{% set extruder_temp = printer.custom_macro.default_extruder_temp %}
{% if 'BED_TEMP' in params|upper and (params.BED_TEMP|float) %}
{% set bed_temp = params.BED_TEMP %}
{% endif %}
{% if 'EXTRUDER_TEMP' in params|upper and (params.EXTRUDER_TEMP|float) %}
{% set extruder_temp = params.EXTRUDER_TEMP %}
{% endif %}
CX_ROUGH_G28 EXTRUDER_TEMP={extruder_temp} BED_TEMP={bed_temp}
CX_NOZZLE_CLEAR
#CX_PRINT_LEVELING_CALIBRATION
BED_MESH_CALIBRATE PRINT_MIN={params.PRINT_MIN} PRINT_MAX={params.PRINT_MAX}
CX_PRINT_DRAW_ONE_LINE下部の
CX_ROUGH_G28 EXTRUDER_TEMP={extruder_temp} BED_TEMP={bed_temp}
CX_NOZZLE_CLEAR
#CX_PRINT_LEVELING_CALIBRATION
BED_MESH_CALIBRATE PRINT_MIN={params.PRINT_MIN} PRINT_MAX={params.PRINT_MAX}がファームインストールから最終的に追加した差分です。
OrcaSlicerの導入
ここから導入します。
https://github.com/SoftFever/OrcaSlicer/releases/ にインストーラーがある。
OrcaSlicerの設定
初期設定
Creality K1用の設定があるので、それをベースとして使用する。


追加が終わったら先ほど押したボタンの隣のWiFiっぽいマークを押してネットワーク設定を行います。赤枠部を下記の通りに設定すればOKです。
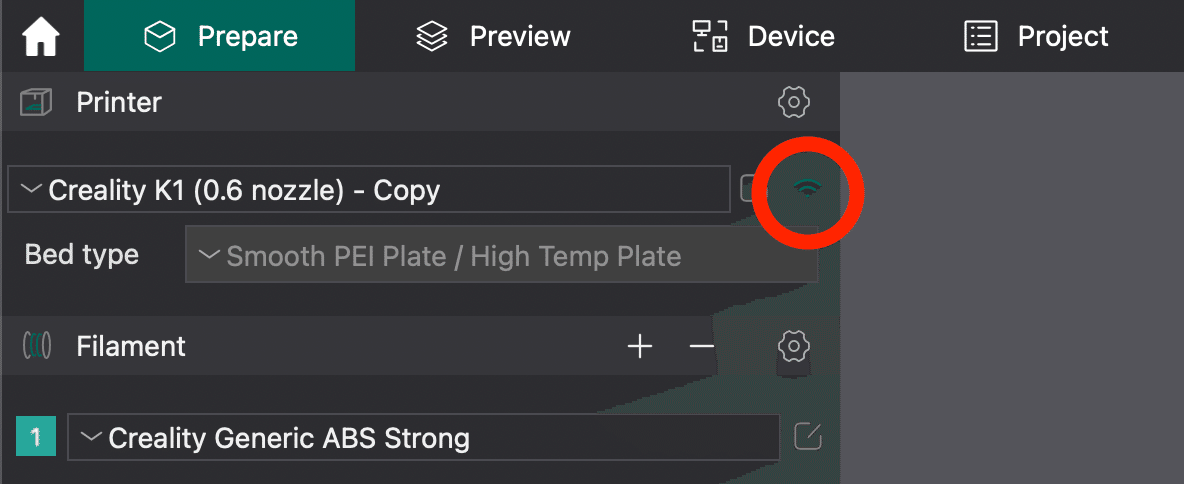

Hostname, IP or URLは、http://プリンターのIPアドレス:4408/ と記述する。例えば、http://192.168.0.1:4408/ とか。
Testボタンを押してSuccessのダイアログが表示されれば完了。

OrcaSlicerのDeviceタブからfluiddが表示されることも確認しましょう。

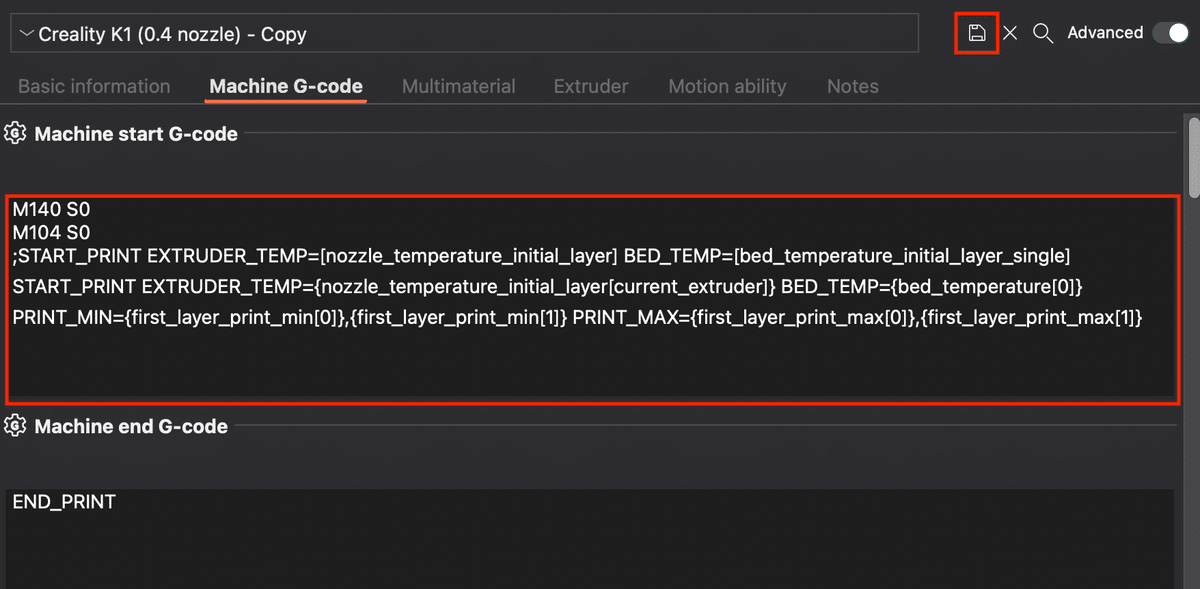
Machine Start Gcodeの変更
前述の「gcode_macro.cfgの編集」の内容に合わせて変更する必要があります。
M140 S0
M104 S0
;START_PRINT EXTRUDER_TEMP=[nozzle_temperature_initial_layer] BED_TEMP=[bed_temperature_initial_layer_single]
START_PRINT EXTRUDER_TEMP={nozzle_temperature_initial_layer[current_extruder]} BED_TEMP={bed_temperature[0]} PRINT_MIN={first_layer_print_min[0]},{first_layer_print_min[1]} PRINT_MAX={first_layer_print_max[0]},{first_layer_print_max[1]}OrcaSlicerから印刷を実行
ここまでの手順が正常に出来ていれば、OrcaSlicerの右上のボタンからスライスしてプリント実行が出来ます。

OrcaSlicerのスライス設定で気になる点
Bambu Studioといくつか差異がありました。印刷結果に満足できない場合、似たような箇所を調整すると良い結果を得られるかもしれません。
OrcaSlicerのCreality K1プロファイル、デフォルトがいまいちだったのでこうした。というかBambu Studioに寄せた。
— ぃとじゆん (@xitopure) November 25, 2023
これで冷却不足によるシェルのシワ以外は解消した。
特に罠だったのはWall generatorとElephant foot compensationとFirst Layerあたり。
上記以外はお好みで変えるで良いと思う。 pic.twitter.com/NfvKq7YxBe
Trianngle Lab製品について
ホットエンドとノズルの強化
みなさんのCreality K1のホットエンドは無事に動いていますか?
私はABSを合計24時間出力したらおかしくなりました。ホットエンドは消耗品なので仕方ないですが、ちょっと壊れるのが早かったですね。
どうせホットエンドを交換するなら、より高温で高流量な製品に交換することを検討しても良いかもしれません。(完全に保証は無くなりますが)
温度の流量の余力があれば、最高速度とは造形精度が向上します。
https://ja.aliexpress.com/i/1005005888020698.html
ノズルは同社のMK8が適合します。私はこれのPlus(高流量)を使っています。
https://ja.aliexpress.com/item/1005005108362806.html
ノズル交換後に必要なPIDチューン
純正ノズルとヒーターの強さやサーミスタの位置、というか何もかも異なるため、温度制御が不安定になります。そこでFluiddの画面からPID制御のための再計測を行う必要があります。
宗教上root運用は避けてたけど、もう戻れねェ… pic.twitter.com/zyWCKzoSvw
— ぃとじゆん (@xitopure) November 6, 2023
こんな感じで、コンソールからコマンドを実行します。
PID_CALIBRATE HEATER=extruder TARGET=200TARGETは使用する温度に応じて適宜変えて下さい。
また終わったら、必ず
SAVE_CONFIGを実行して下さい。実行しないと保存されません。
より詳しい情報はこちら。
ここまでやるとどうなるの?
Bambu Lab製品にかなり近づきます。追い越せはしないけど。
OrcaSlicerってBambu StudioからForkしたソフトウェアで、UIがほぼBambu Studioなんですよ。
また安定して出力できる速度が上がります。ただ、ここまでやってもBambu Lab X1Cと同等になるかどうか…数値的にはeSUN PLA+を25mm3/sでちゃんと出力できるかな?くらいです。これはBambu StudioのeSUN PLA+用プロファイルと同等の数値です。
Creality K1とCHCB-OT 0.6mmの組み合わせで25mm3/s設定、これくらいはキビキビ動いてもらわないと!と思いつつ、このサイズが反らずに印刷できるんだから大したもんだよ。
— ぃとじゆん (@xitopure) November 17, 2023
ジェネリックBambu Lab X1C化がやっと出来た気がする。 pic.twitter.com/VHzSDfxFhg
あとがき
別のnoteでも触れていますが、Creality K1はこういう手間をかけないと性能を引き出せないです。もったいないなぁ…
ここまでやらなくても使えはしますが、これくらい手間をかけることもできるし、いずれ不調に陥った時に思い出してもらえると良いのではないかと思っています。
良く言えばこういう伸び代があるのはCreality製品ならではで、価格が下がって来たのでチャレンジしても良いと思います。
こういうことはしたくない、安定して使いたい人はBambu LabとかAnkerMakeの方が良いと思います。
Special thanks!
実は全部SNSで教えてもらったことでした。
私がX(Twitter)で苦戦する様をボヤいていたら、Creality K1初期ロットを徹底的に調整した先人が駆けつけて教えてくれたのです。
インターネット最高!
あまりのベッドの傾きに絶望していた時とか、

ここで公開されているファームウェアを僕は使っているんですけど、レベリングのアルゴリズムが変更されているので改善する可能性があります(可能性はですけど)https://t.co/nHfsXKt0qc
— 🥕kie🦋@ジョジ民アクセ部 (@niconicokito) October 22, 2023
ノズルを鉄にする時とか、
さて、焼き入れ鋼ノズル買うか。。
— ぃとじゆん (@xitopure) October 15, 2023
ノズルはこれがオヌヌメです|˙꒳˙)https://t.co/wLhvu19HWY
— 🥕kie🦋@ジョジ民アクセ部 (@niconicokito) October 15, 2023
さらに言うとホットエンドごと交換するという手もありますhttps://t.co/bDhjmgLYP1
スライサーに悩む時も…

fluiddが、外部とのインターフェースになってくれるんです!
— 🥕kie🦋@ジョジ民アクセ部 (@niconicokito) November 6, 2023
スライサー↔fluidd↔プリンター
という状態になります!
Prusa Slicer, Orca Slicerは間違いなく動きます☺️
ちなみに、この方のCreality K1はベッドが完璧に調整されていて凄いです。
さらなる高みがある。。
K1のレベリングを極めたと自負できる
— 🥕kie🦋@ジョジ民アクセ部 (@niconicokito) August 23, 2023
それくらい完璧に調整出来た
対よろ💪
#Creality
#CrealityK1
#3Dプリンター
#3DP pic.twitter.com/9DSeaCo6f3