
Part5 鉄筋継手工事の品質管理および検査

「鉄筋継手の基礎講座」の最終回となる今回は,鉄筋継手工事における品質管理と検査について紹介します。
土木・建設工事では,工程毎に使用する材料の品質や工程・工事の品質を確保・保証するため,組織的な品質管理活動が行われています。また,各工程・工事の施工結果(出来栄え)について,関連する法令や仕様書等を満足するか否か,関係者(施主,監理者,自治体,確認検査機関など)の検査を受けます。
鉄筋継手に関する品質管理とは,鉄筋コンクリート工事において必要不可欠である鉄筋の継手(鉄筋継手工事)について,法令や発注者(工事施工者)が要求する性能を踏まえて,いかに合理的かつ経済的に鉄筋継手工事(鉄筋継手部の加工・施工)を行うかを管理する行為のことです。
一方,鉄筋継手の検査とは,施工した鉄筋継手の品質が,法令や発注者等の要求性能を満足するか否かを検査会社が実施した検査結果(検査報告書)等に基づいて,判断(合否判定)する行為のことです。
したがって,鉄筋継手に関する品質管理および検査は,鉄筋コンクリート構造物の構造安全性や耐久性等を確保するために極めて重要な事項となります。
鉄筋継手に関する品質管理および検査の方法は,各種仕様書や要領書などによって異なります。ここでは,公益社団法人日本鉄筋継手協会(以下,「継手協会」と称す。)の仕様書である,鉄筋継手工事標準仕様書・ガス圧接継手工事(2017年)1),同・溶接継手工事(2017年)2),同・機械式継手工事(2017年)3)(以下,標準仕様書と称す。)に定める品質管理および検査について紹介します。
1.鉄筋継手工事における品質管理
従来,鉄筋継手工事における品質管理は,継手工法毎にそれぞれ異なった施工要領書に基づいて実施されてきました。しかし,2000年に建築基準法施行令が改正され,それに伴う建設省告示第1463号「鉄筋の継手の構造方法を定める件」により,重ね継手以外の鉄筋継手として,ガス圧接継手,溶接継手,機械式継手の構造方法が規定され,それぞれの継手が同列に取り扱われるようになりました。
鉄筋継手の品質を確保するためには,すべての継手工法に対して,同一のレベルで品質管理を行うことが重要です。図1に鉄筋継手工事における一般的な品質管理体系を示します。

2.継手の施工計画
鉄筋継手工事に限らず,建設工事において各工程・工事を仕様書どおりに行うためには,適切な施工計画の立案と,その施工計画に基づいた合理的かつ経済的な施工管理が重要となります。鉄筋の継手工事においては,通常,元請施工者が施工計画書を立案し,継手の施工会社が施工要領書を,鉄筋継手部の検査会社が検査要領書を作成します。
施工計画書および施工要領書の作成に際しては,設計図書および特記事項などの設計・監理者の要求事項および承認を必要とする事項を確認します。
継手協会では,施工計画書および施工要領書の作成と指導ができる「継手管理技士」の制度を1992年に確立し,「鉄筋継手管理技士」,「圧接継手管理技士」,「溶接継手管理技士」および「機械式継手管理技士」の4つの技士の認証をしています。これらの「継手管理技士」の有資格者が,実質的な鉄筋継手工事の品質管理責任者として重要な役割を担っています。
3.継手の施工
継手の施工は,継手の工法毎に認証された「技量資格者」が行うことが鉄筋継手工事特記仕様書などで要求されています。ガス圧接技量者および鉄筋溶接技量者は継手協会が認証を行っており,機械式継手作業者は主に機械式継手メーカーが講習修了証を発行しています。
なお、機械式継手は、機械式継手の品質管理を担う者として機械式継手主任技能者を継手協会が認証しています。
技量資格者は,建設工事現場毎に定められた施工要領書に従って,適切に継手施工を行うことが重要です。
4.自主管理
自主管理とは,品質管理の一環として,継手の施工会社が,施工した鉄筋継手の品質を確認・保証するために自主的に行う製品検査のことです。製品検査の詳細(検査項目,方法,頻度等)は,鉄筋継手工法の種類,発注者の要求品質・性能等によって異なります。
なお,継手協会の仕様書では,優良圧接会社および優良A級継手溶接施工会社の認定条件として,外観検査は全数,自主管理パトロールによる超音波探傷検査を行い、自主的に管理・実施することを要求しています。
5.受入検査
受入検査とは,建設工事現場に納入される鉄筋(所定の工法で継手された鉄筋)について,鉄筋の種類・径,寸法,継手工法,品質,数量等が発注どおりであるかを確認し,その鉄筋が受け入れ可能か否かを判断するために行う検査のことです。この受入検査は,一般的には,元請施工者が行います。図2に受入検査体制の一例を示します。

受入検査は,原則として元請施工者が行いますが,鉄筋継手部の品質については,元請施工者の代理人として,検査会社の検査技術者が行います。この検査技術者は,「鉄筋継手部検査技術者」として継手協会が認証しており,継手工法により資格種別が区分されています。
なお,受入検査では,検査の信頼性を担保するため,検査会社および検査技術者は,適切な技術力を有するとともに継手の施工会社と利害関係のない,中立で公正な立場であることが必要です。そのため,継手協会では,検査会社の第三者性,検査体制および検査業務の品質管理体制を審査して,「優良鉄筋継手部検査会社」として認定しています。
継手協会の標準仕様書に基づく,鉄筋継手の受入検査方法の概要を継手工法別に以下に紹介します。
(1)ガス圧接継手
ガス圧接継手の検査は,外観検査と超音波探傷検査によるものと規定しています。外観検査は全数検査,超音波探傷検査は抜取検査です。
外観検査の項目は,圧接部のふくらみの直径および長さ,圧接面のずれ,圧接部における鉄筋中心軸の偏心量,圧接部の折れ曲がり,片ふくらみ,過熱による垂れ下がり,へこみ,焼き割れ等を確認します。
超音波探傷検査は,圧接部内の内部欠陥の検出を目的として,図3のとおりJIS Z 3062(鉄筋コンクリート用棒鋼圧接部の超音波探傷試験方法及び判定基準)に基づいて行います。超音波探傷検査における抜取検査は,検査ロットを同一作業班が同一日に施工した圧接箇所の200箇所程度を標準とし,検査ロットごとに30箇所をランダムに抽出します。
なお,行政庁や設計事務所の設計図書には,超音波探傷検査ではなく,引張試験による検査が記されている場合があります。その場合は,JIS Z 3120(鉄筋コンクリート用棒鋼ガス圧接継手の試験方法及び判定基準)により試験を行うことが一般的です。

(2)溶接継手
溶接継手の検査は,外観検査と超音波探傷検査によるものと規定しています。外観検査は全数検査,超音波探傷検査は抜取検査です。
外観検査の項目は,溶接部の割れ,溶込み不良,溶落ち,ピット,ビードの不整,クレーターのへこみ,余盛高さ,アンダーカット,偏心量,折れ曲がり等を確認します。
超音波探傷検査は,溶接部内の内部欠陥の検出を目的として,図4のとおりJIS Z 3063(鉄筋コンクリート用棒鋼溶接部の超音波探傷試験方法及び判定基準)に規定されている二面振動子斜角探触子法により行います。超音波探傷検査における抜取検査は,ガス圧接継手と同様,検査ロットを同一作業班が同一日に施工した施工箇所の200箇所程度を標準とし,検査ロットごとに30箇所をランダムに抽出します。
なお,現場施工の溶接継手の品質に不安定さが懸念される場合は,プロセス管理等の妥当性を検証することを目的として引張試験による検査を実施することがあります。溶接継手の引張試験は,JIS Z 2241(金属材料引張試験方法)によって行われます。

(3)機械式継手
機械式継手は,ねじ節鉄筋継手,モルタル充填継手,端部ねじ加工継手等の工法があり,それぞれ検査方法や確認する内容が若干異なります。ここでは,機械式継手工法の中で大部分のシェアを占めているねじ節鉄筋継手の検査について紹介します。
継手協会の標準仕様書では,ねじ節鉄筋継手の検査は,外観検査と超音波測定検査により行うことと規定しています。外観検査は全数検査,超音波検査は抜取検査です。
外観検査の項目は,カプラーの外観,挿入マーク(マーキング)の有無,挿入長さ(マーキングの位置),グラウト材の充填状況,養生ナットがある場合は合わせマークです。
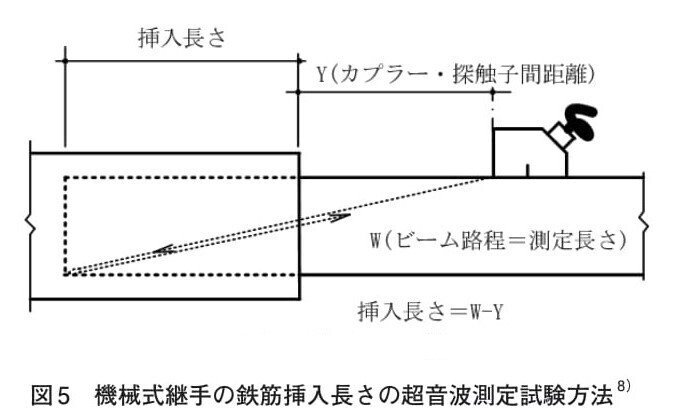
超音波測定検査は,内部欠陥の検出を目的としたガス圧接継手や溶接継手の超音波探傷検査と異なり,鉄筋がカプラー内に適正な長さに挿入されているか確認するとともに、プロセス管理や外観検査が適正に行われていたかどうか確認することを目的としています。超音波測定検査は,図5のとおりJIS Z 3064(鉄筋コンクリート用機械式継手の鉄筋挿入長さの 超音波測定試験方法及び判定基準に規定されている「SVコーナーエコー法」により行います。超音波測定検査における抜取検査は,検査ロットを同一作業班が同一日に施工した施工箇所の200箇所程度を標準とし,検査ロットごとに10箇所をランダムに抽出します。
6.おわりに
建材試験センター 工事材料試験所の5試験室(武蔵府中試験室、浦和試験室、横浜試験室、船橋試験室、福岡試験室)および西日本試験所では,鉄筋ガス圧接継手,溶接継手,機械式継手の技量確認およびそれらの工法で継手した鉄筋の引張試験および曲げ試験を実施しています。
また,浦和試験室、武蔵府中試験、船橋試験室、福岡試験室では,JIS G 3112(鉄筋コンクリート用棒鋼)に規定されている異形棒鋼 呼び名D51など太径鉄筋の引張試験が可能な2000kN万能試験機を設置しています。
詳しくは,当センターのホームページをご覧ください。
【謝辞】
本シリーズの執筆にあたり,公益社団法人 日本鉄筋継手協会 矢部喜堂顧問 ならびに鹿野直哉課長には,ご意見およびご協力をいただきました。
ここに心より感謝申し上げます。
【引用または参考とした文献】
(公社)日本鉄筋継手協会:鉄筋継手工事標準仕様書 ガス圧接継手工事, 2017年
(公社)日本鉄筋継手協会:鉄筋継手工事標準仕様書 溶接継手工事,2017年
(公社)日本鉄筋継手協会:鉄筋継手工事標準仕様書 機械式継手工事,2017年
(社)日本鉄筋継手協会:鉄筋継手工事標準仕様書改訂講習会 講習資料 2009年
(公社)日本鉄筋継手協会:継手管理技士テキスト 共通編,p.28,2010
日本産業規格 JIS Z 3062:2014(鉄筋コンクリート用異形棒鋼圧接部の超音波探傷試験方法及び判定基準)
日本産業規格 JIS Z 3063:2019(鉄筋コンクリート用異形棒鋼溶接部の 超音波探傷試験方法及び判定基準)
日本産業規格 JIS Z 3064:2019(鉄筋コンクリート用機械式継手の鉄筋挿入長さの 超音波測定試験方法及び判定基準)
(公社)日本鉄筋継手協会:鉄筋継手マニュアル,2005年
<執筆者>
事務局 品質保証室長(当時) 小林義憲
<試験の問い合わせ先>
工事材料試験ユニット 工事材料試験所
武蔵府中試験室
所在地:東京都府中市
TEL:042-351-7117 FAX:042-351-7118
浦和試験室
所在地:埼玉県さいたま市
TEL:048-858-2790 FAX:048-858-2838
横浜試験室
所在地:神奈川県横浜市
TEL:045-547-2516 FAX:045-547-2293
船橋試験室
所在地:千葉県船橋市
TEL:047-439-6236 FAX:047-439-9266
福岡試験室
所在地:福岡県糟屋郡須恵町
TEL:092-934-4222 FAX:092-934-4230