
「ねじ」の豆知識 エンザート VOL.6 エンザートのハンドツール挿入

私たち藤本産業は締結資材「ねじ」の専門商社。私たちが取り扱っている様々な「ねじ」をご紹介しながらその世界を少し味わっていただけたら嬉しいです。
今回はケー・ケー・ヴィ・コーポレーション株式会社の雌ねじ補強用インサートナット「Ensat® (エンザート)」ご紹介の最後となるVOL.6 “ハンドツールによるエンザートの挿入”編です。
Vol.1 「エンザート」とは
Vol.2 形状
Vol.3 相手材ごとの適性
Vol.4 下穴の設定
Vol.5 エンザートの工具と機械を用いた挿入
Vol.6 エンザートのハンドツール挿入
ハンドツールによるエンザートの挿入
ハンド加工に使える専用工具
610型 6101型(小外径用) 6102型(六角内ねじ用)。
610型

6101型(小外径用)

6102型(六角内ねじ用)

6102型は機械加工・ハンド加工兼用。620型・621型も使用できます。
三つ穴または割溝を下にしてエンザートを専用ツール先端のスタッドへ取り付けます。その際奥までしっかり挿入します。620型や621型工具の場合はピンの位置が必ず向かって左側であることを確認します。
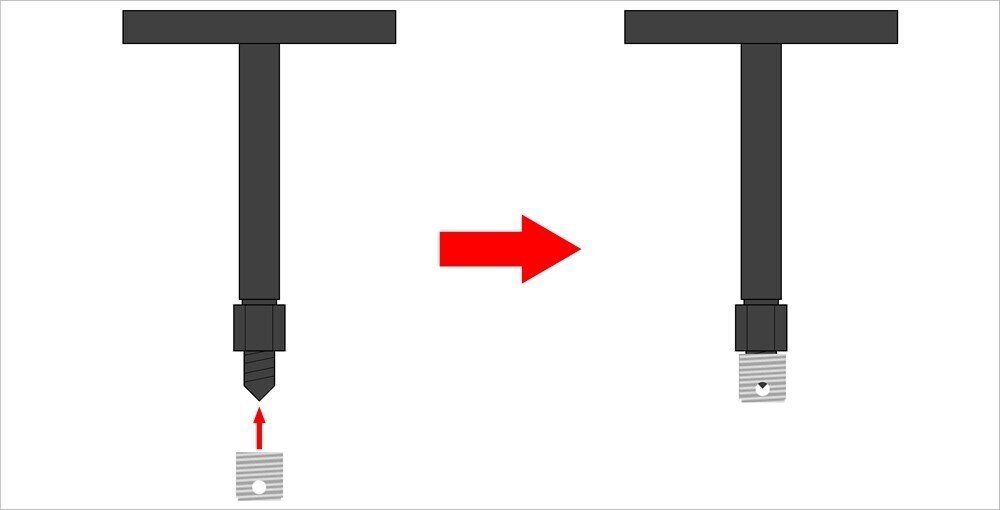
タップハンドルを時計回り(右回り)に廻し、ワークにエンザートが1、2ピッチ分沈んだエンザート喰い付き時に、90度離れた2方向から下穴に対して傾きが無いことを確認します。傾きがあれば、工具を反転させずに立て直してください。エンザートが1/3から1/2以上入ってからの立て直しは不可能です。

所定の位置までエンザートが入ったなら、ハンド専用610型使用であれば六角部をスパナで固定しハンドルを左へ反転すると工具だけがフリーになります。機械加工・ハンド加工兼用の620型・621型工具の場合は左へ反転させるだけでピンが自動的に右に移動し、工具はフリーになります。

ボルト・ナットを使う加工方法
下の図の様にボルトナットを組み合わせエンザートとナットを「ダブルナット」状にすることでエンザートの加工が出来ます。

挿入加工するエンザートと同じ呼び径のボルト・ナットを用意し、ボルトに予めある程度ナットをねじ込み、次いでエンザートをセットします。そして嵌めていたナットを左回りに廻しエンザートにピッタリ密着させます。
この際、ボルトで三つ穴や割溝を塞がないようにします。

ボルトを時計回り(右回り)に廻し1、2ピッチ分エンザートがワークへ食いついたところで2方向から下穴へまっすぐ入っていることを確認します。傾きがあれば工具を反転させずに立て直してください。エンザートが1/3から1/2以上入ってからの立て直しは不可能です。

所定の位置まで挿入出来たらボルトを固定しナットを左回りに廻して緩め、ボルトとナットをエンザートから外します。

加工上の注意点
合芯性
エンザートは下穴に習って入っていきますが、エンザートを真直ぐに下穴へ挿入するためには芯合わせが重要となります。
ハンド加工の場合はエンザートの喰いつき時(1、2ピッチ挿入時)に必ず2方向から傾きが無いことを確認してください。エンザートが1/3以上入った後は立て直しできません。

タップオイルの使用
エンザートの加工にはかなりの発熱がありますので、金属材料にはタップオイルまたは切削油の使用をお勧めします。オイルの使用は加工トルクを低減させ工具を長持ちさせます。また、オイル使用のためにエンザートが緩みやすくなることはありません。
硬質樹脂には真水や石鹼水の使用が効果あります。使用後は十分に乾燥させてください。
ワークの固定
エンザート加工中は強い回転トルクがワークに働きます。ワークを作業台へ固定するか正回転・逆回転いずれの方向に対しても回転止めを装着してからエンザート加工を行ってください。
「エンザート」のお話はここまでです。
長きにわたる連載にお付き合いくださり有難うございました。
「エンザート」に興味をお持ちの方はどうぞこちらから弊社へお問い合わせください。