
3Dプリンタで名刺を作る実験

3Dプリント師 東方さんのライブの中で、Kaikaノズルの話が出た時、一体細いノズルって何に使えるのだろうと思い、考え、思いついたのが名刺でした。
東方さんはすでにデザインして作られたとのことで、後追いとなりますが私も挑戦してみました。
何事も見るだけでなく手を動かすことで次につながる!が私の信条です。
実験条件
目的:名刺作成
実験日:2022年1月29、30日
実験環境: 3Dプリンタ Prusa Mini+
ノズル:0.4mm、0.25mm
ノズル交換時期:2021年12月8日
フィラメント:overture PLA(白、マットオレンジ)、
Prusament PLA(Ms. Pink),
Prusament PVB(Orange),
RepRapper(黒)
ノズル温度:210℃
Fusion360でのデザイン
Fusion360を使用してデザインしました。デザインのこだわりは、3色用いること、です。
Layer1(ベース):黒
Layer2(middle): 白
Layer3(Top):映える色
また、私のNoteへのリンクとなるQRコードを埋め込むこととしました。作り方などは、東方さんのページで詳細が示されていますのでこちらをご覧ください。
私のデザインには、唐草模様を入れました。デザイン用のソフトウエアなど使用していないので、無理やりFusion360でデザインしました。
方法は以下の通り。
1. まずはスケッチでフィット点スプラインでラフに線を描きます。

2.断面が正方形のパイプに変換します

3.唐草模様は0.2mm高さにしたかったので、名刺表面から高さ0.2mmのところにオフセット平面を作成、パイプを分割します。また、パイプは名刺にめり込んでいるので、それも名刺の表面を利用して分割しました。(こちらの作業は不要)
Prusaslicerでのスライス
結構細かいデザインになりました。そこで、射出幅を0.2mmにすることとしました。そうすると、レイヤハイトが0.2mmだとだめだ(スライスできない)と怒られます。そこでレイヤハイトを0,1mmにしました。
Prusaslicerの直感的なわかりにくさ
今回のモデルは、ベースが0.3mm、文字などが0.2mm、飾りが0.2mmのこうせいになっています。すなわち、全高が0.7mmです。
途中で色をチェンジするのですが、0.3mmと0.5mmのところで色を変更する必要があります。
右のインジケータでの仕分け(色分け)は、”これってロゴだよね”と判断されて勝手に入ります(表示が切り替わります もちろん、確認のメッセージが表示されますが)。
これを見ると、どうやら0.4mmと0.6mmのところでされるように見えます。
でも、そうではないのです。
0.6mmとあるのは、そのレイヤのプリント後の高さを示します。
今回だと、0.5mm-0.6mmを1レイヤでプリントしますので、0.5mmから始まり、高さ0.1mmで印刷されるレイヤを指すのです。えー?よくわからん!と何度も思いました。きっと、アダプティブレイヤの機能があるので、印刷開始の高さではなく印刷後の高さを基準にされているのだと思います。
そのように理解すると、0.3mmと0.5mmのところで色を変えたいですので、0.3mmから開始されるレイヤの最高部は0.4mmですし、0.5mmから開始されるレイヤの最高部は0.6mmですので、インジケータの0.4mm,0.6mmで色を変える指定をするというのは正しいことになります。是非皆さんも悩んでください。
右のインジケータは開始点の高さではなく、印字後の高さということです。

確認のために、右のスライダを0.4mmとして、下部にあるスライダを一番左(開始点)に動かすと、gcodeにM600というのが見つかります。これがフィラメントチェンジのgcodeとなります。

OctoPrintが使えない!
実は、いつものごとくOctoPrintでプリントしようと思ったのですが、OctoPrintはM600に対応していないことがわかりました。フィラメントを交換しても、停止してしまってそのあとに進まないのです。調べてみたら、既知のトラブルらしく、Octoprint側はプリンタメーカに非があると主張しています。しょうがなく、以前のようにUSBメモリを持って家の中をうろうろする羽目になりました。
実験結果1
細かい文字までばっちり出ています。QRコードもスマホで読めることを確認しました。しかしながら、ちょっと残念な結果になりました。表面があれているのです。

また、ノズル交換時期か?と思い、ノズル長を調べてみましたが減っている気配はありません。
たまたま?と思って再度プリントします。すると、こんな感じ。やっぱりあれています。
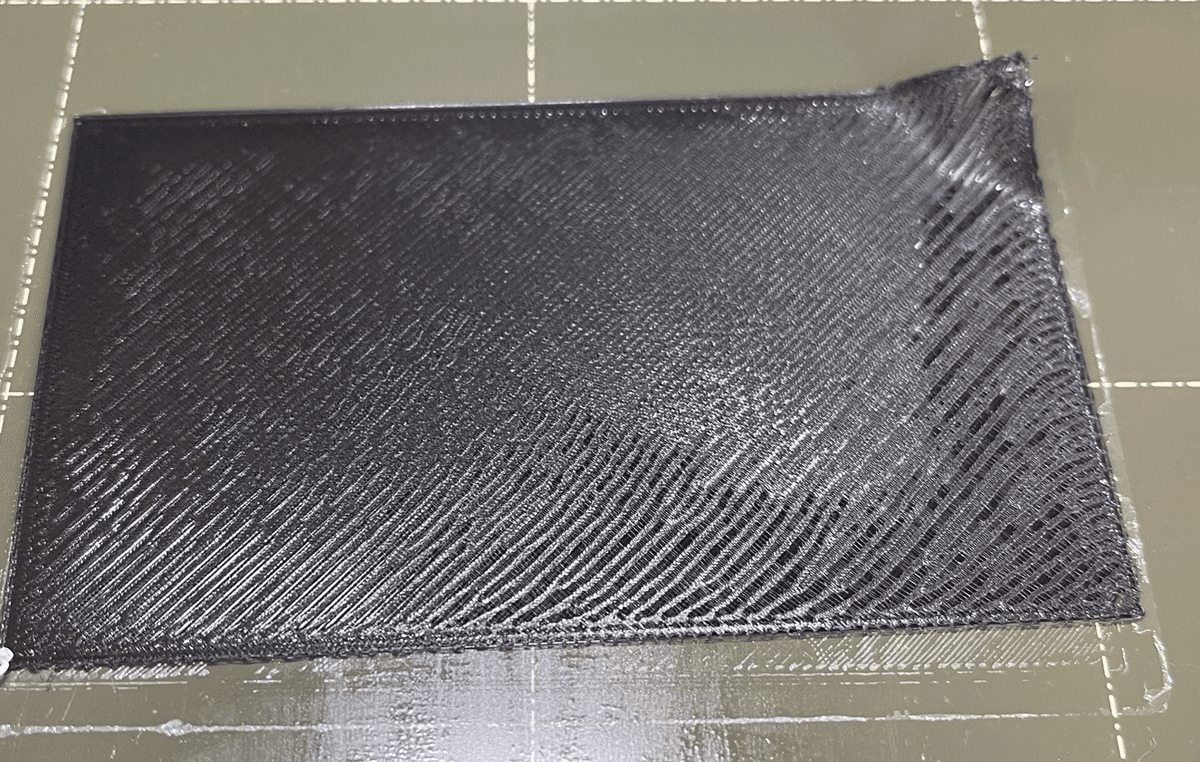
原因をスライス結果から推定します。0.4mmノズルにより、0.1mm高さ、トップソリッドインフィルを0.2mm幅にしていたからでしょうか<相席押し出し量が極めて少なくなっていました。これが原因か、1層目はきれいにプリントされているのに、2層目でかきむしられてしまったようです。(あくまで推測)

よって、レイヤハイトを0.2mmにすることとしました。これと引き換えに、射出幅を広くする必要があります。射出幅は0.3mmに変更しました。
実験結果2
射出幅を広げたおかげで、細かい文字が読みにくくなっています。やはり、クオリティにこだわるとすると、射出幅は0.2mmにしたいところです。
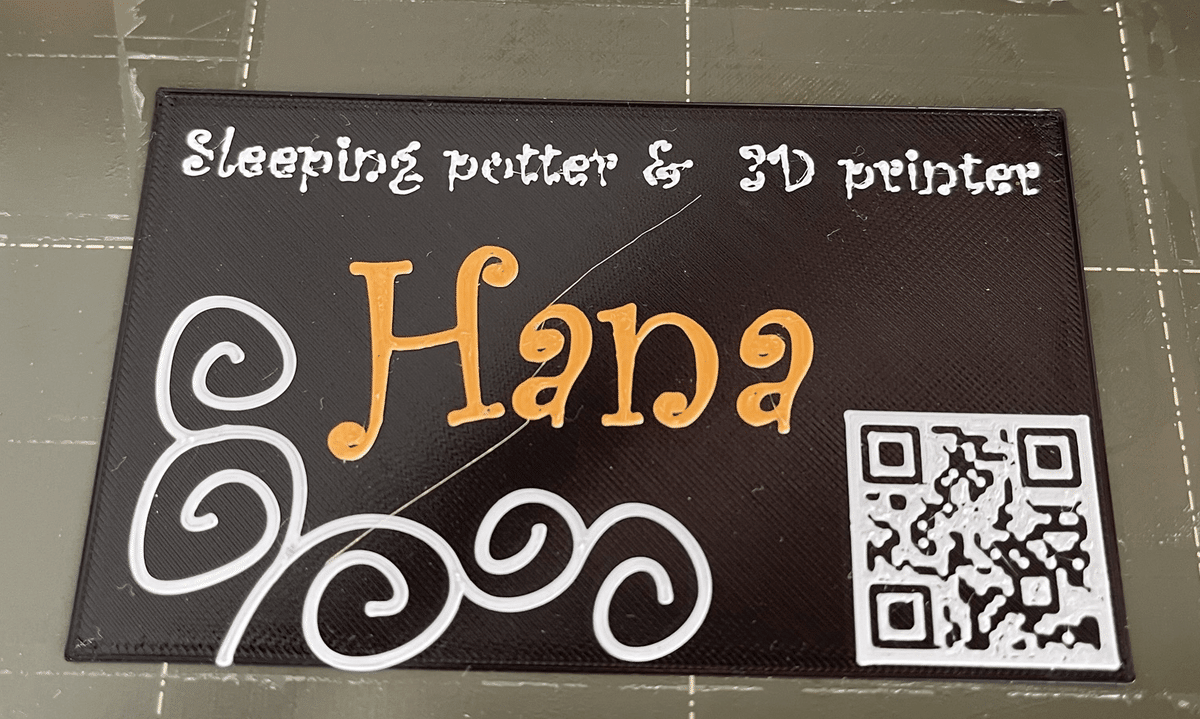
そこで、ノズルを0.25mmにすることとしました。
0.25mmノズルを使用するのは初めてです。
0.25ノズルでの苦難と実験結果3
0.25mmノズルにへんこうすると、サクサクプリントできました。さすがにノズルからの流量は減りましたので、つまるのではないかとドキドキしましたが、そんなことはなく、美しい印刷ができました。なぜ色がないか、そうなのです、詰まったのです。
上面のオレンジはOvertureのマットオレンジを使用していました。マットオレンジははじめこそ出てきたのですが、ちょろりと出たところで全く排出しなくなってしまいました。そこで、針を入れたりなんやかんやしてノズル詰まりを解消しました。ノズルが詰まったのは初めてのことで驚きました。マット系は細いノズルには対応していない、ということですね。

そこで、利用したのは以前東方さんのライブでの抽選でいただいたPVBフィラメントです。
PVBフィラメントを使用したプリント結果がこちら。光沢があってきれいでしょう!

実は、こちらのモデルは0.8mmあり、初めのレイヤーだけ0.2mmでプリント、それ以外は0.1mmでぷりんとしていたこともあり、一枚の名刺をプリントするのに50分以上かかっていました。これではいかん!ということで、レイヤ構成を見直しました。
実験結果4(最終のつもり)
最終形は、
Layer1(ベース):黒 0.35mm
Layer2(middle): 白 0.15mm
Layer3(Top):映える色 0.15mm
とし、4層でプリントできるようにしました。これによりプリント時間を37分に短縮しました。
以下、ヒートベッドに3枚配置したものです。悲しいかな、Miniには3枚がやっとの大きさなのです。3枚プリントして1:49でプリントできます。まぁ、合格としておきましょう!

ヒートベッド左上の小さい島が結構ミソです。
実はフィラメントを交換した後でフィラメントの先っぽに湿気がたまっていたり、混色している部分がプリントに混入することを避けるために保護シールドをOnにしていました。しかしながら、フィラメント交換後にすぐに保護シールドの印刷に向かうと思いきや、作品の上で、ぺっ!とフィラメントを吐き出すのです。gcodeでみてもどの行がそうしているのかわかりません。仕方なく、おまじないのように痰ツボ領域を設けました。

PVBフィラメントがフィラメント交換(抜く際)引っかかることもあり、新品のPrusament PLA(Ms. Pink)を使ってみました。こちらのほうが私のイメージ通りかな!

作り始めるといろいろ発想がわいてきますので、続編をやるかもしれませんが、今回の実験はここまでとします。