成膜過程

成膜工程は一般的には以下の3つの工程が同時に起こると考えられる
①水の電気分解の中和反応
水の電気分解で強アルカリ/強酸条件になり、弱塩基/弱酸である樹脂の イオン性がなくなり、不溶化する
②熱による樹脂の融着
電着時のジュール熱がかかることにより、エマルション粒子(ピンポン玉のような状態)が溶けて、連続膜になる
③電気泳動
電位勾配による電極近傍へのエマルション供給
①中和反応
・カチオン系でモデルを描く。1970年代から続く多くの論文に書かれている通りのことが起こっていると考えられる。
・高校で習う”めっき”は金属イオンが直接電子受け取り還元されて金属として析出する
・電着塗料は直接電子のやり取りを行わない
①水の電気分解で陰極(-極)付近が強アルカリ雰囲気(pH 14程度?)になる
②強アルカリ雰囲気であるために、中和酸が中和され、アミンは電荷を失い(R3N+ ⇒ R3N)、水溶性がなくなり析出する

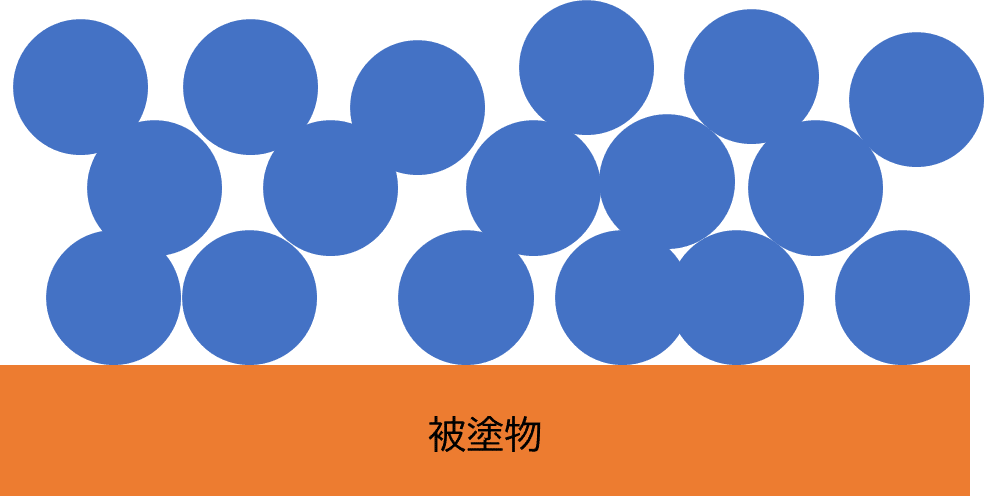
②樹脂の融着
①の工程で電荷をなくしたエマルション(樹脂の玉:ピンポン玉)はそのままではランダムに球が積み重なっていくだけである。
この状態では樹脂とエマルションが密着していないために、水洗工程で全部剥がれ落ちることになる。また内部がスカスカであるために、ピンホール(ガス跡)が発生しやすい。
しかしながら、製品となっている塗料を使用すると、塗膜は水洗しても剥離しないし、ピンホールも発生しない
これは、電着時の(ジュール熱)×(溶剤や低分子成分)で、エマルションの樹脂が溶けて一体化するためである。鈴木氏博士論文でTgの異なるアクリル樹脂を使用した電着塗料の成膜状態を参照していただきたい。

一部の論文で、”電気浸透(電位勾配での樹脂圧縮)”で合一化(連続膜化)する書かれていることもあるが、合一化がどのような条件でも起こるわけではないために、融着という考え方が適切だと考えられる。
融着は塗料管理をしていく上で非常に重要な考え方であるために、常に意識しておくことが必要な項目である。
融着性の確認は一定の電圧、塗装時間での浴温を変えたときの析出膜厚を測定することで確認を行うことができる。
当然ながら、塗料よってに挙動は変わるが一例を示す

・低温(例では20℃以下)では融着が全く起こらないため連続膜にならず厚膜化する
・融着が起こり始める温度(22~26℃)では適度な融着により析出した塗膜の抵抗が高くなり、膜厚は低い。
最も膜厚が低い温度を電着塗料では最低造膜温度(MFT)として、最低造膜温度から数℃高い温度で使用することが多い
・高温(34℃以上)では樹脂が完全に溶けているために、再溶解も起こりやすくなり、電気が通りやすくなるために厚膜化する。クーロン効率が悪くなっており、内部に多くのピンホールが存在すると考えられる
③電気泳動
塗膜が析出すると電極近傍のエマルション濃度が低くなる
電極のごく近傍では拡散(濃度勾配)でのエマルションの供給は遅いが、電位勾配による電気泳動があるために、十分な速度で供給されていると考えられる。
塗料開発者、使用者共にあまり意識をしなくてよい項目である