
3Dプリンター トラブルシューティング⑥ オーバーハングが垂れる、汚い

どもどもYanでっす。
本日のネタとなる症例はこちら。

みんな大好きお船でよく起きるオーバーハング部分の劣化。垂れたり凹んだりしてませんか?ほとんどのマテリアルで起きるこの症状。適切なスライス設定で解決できることがほとんどです。
という訳で原因から説明していきます。
オーバーハングが荒れる原因って?
・冷却しすぎ
・冷却不足
・内部構造
最後の内部構造はちょっと特殊なケースですが、基本的には冷却。それぞれ説明していきたいと思います。
冷却しすぎ
これはスライサーの標準設定だとありがちな症状。

酷いケースだとこんな感じで縮みます。3DBenchyをプリントしたことがある人なら分かると思いますが、これって船の甲板よりも下の部分が縮んでるんです。つまり内部にinfillで構成されたプリント部があるということ。ABSのように収縮が激しいマテリアルでは、プリント中に冷却しすぎるとこうなります。これはテストでファンを全開でプリントした時のもので、脱調したんじゃないかというくらい激しく収縮してます。
オーバーハング部分のラインは綺麗だけど凹んでいるっていうのは冷却しすぎな証拠。
冷却不足

冷却しすぎとは逆にオーバーハング部分が垂れさがって見える状態。冷却が不足してしまうとマテリアルが吐出された直後に適切な形で固まらずに垂れてしまったり収縮してしまう。
上の画像はファン動かさずに全部プリントしてみたらどうなるかを試したら酷いことになったヤツ。
収縮の大きなマテリアルだからなるべくゆっくりと温度が下がるようにとファン速度を落としすぎたり、ファン動かさないでプリントするとこうなってしまう。
内部構造の問題
ウォールの内側の構造が急に変化していたりすると、その部分だけマテリアルの収縮具合が変化して荒れてしまうことがある。

具体的には上のようにウォールの内側にinfillではなくskinが形成されてしまっている状態。オーバーハングの角度がきついとCURAでスライスするとよく起きる現象。余計なSkinが出来ることでここだけ密度が高くなって縮みやすくなってしまう。
対処法
対処法その①
冷却しすぎな場合の対処はまずファンの速度を落としてみる。収縮していた部分と他の部分との段差ができないくらいまで下げられる場合はOK。
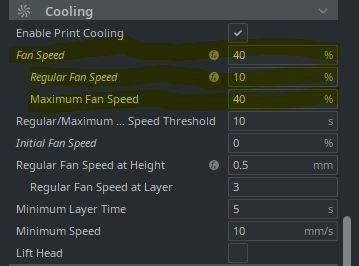
CURAの場合はRegularFanSpeedとMaximumFanSpeedがあって、Regular/Maximum Fan Speed Thresholdで指定した時間とそのレイヤーをプリントする時間の差に比例してファン速度が段階的に変化するというちょっとわかりにくい仕様。
ファンの速度がどう決まっているかは、こちらで詳しく説明してあるので読んでみてね。
対処法その②
冷却不足な場合の対処はまずファン速度を速くすること。荒れない程度まで速くしてしまうとABSの様な収縮の激しいマテリアルでは収縮が起きてしまうことがある。
この場合は次の手段で解決できるかもしれない。
オーバーハングのプリント速度を落としてあげることで1レイヤーにかかる時間を増やし、冷却時間を稼ぐという方法。

Experimentalなのでいつ消えてもおかしくないのだけど、Overhanging Wall AngleとOverhanging Wall Speedの2つ。
Angleの方でオーバーハング部と認識する角度を設定してあげると、その部分はSpeedで指定した割合(本来のプリント速度に対する割合)でプリントしてくれるという便利機能。
ここでややこしいのはAngleの指定の仕方。垂直を0°として水平が90°になる。だいたい45°のオーバーハングくらいならサポートなしで綺麗にプリントできるので45°と指定してしまってもいいのだけど、ここはもう少し水平に近いとこまでいってしまってダメだったら下げる方向で。Angleは50°くらいに。
そしてどれくらい速度を落とすかは60~70%くらいにしてみる。もともとのプリント速度が遅い場合はあまり低い割合にすると、遅すぎてノズルの熱ですでにプリントしてある下の層が変形してしまうことがあるので、設定してみて逆に荒れてしまったら割合を増やしてみよう。
対処法その③

①、②と対処してもなぜか特定の部分だけ荒れてしまうという事がある。原因のとこで上げたウォールの内側の構造に急に変化が起きている場合がそう。
オーバーハング部の内側にSkinが形成されてしまっているので、これが出来ないように設定してあげる。

指定するのはSkin Removal Widthの部分。内側に出来てしまうSkinはBottom Skinである場合がほとんどなので、Bottom Skin Removal Widthで明示的にbottom skinだけを対象にしておくと他に影響が出にくくなる。
ここで指定した幅に満たないBottom Skinを生成しないという動きをする。プレビューで確認してウォールのすぐ内側に出来ている余分なSkinが消えるギリギリの幅に指定しておくと、他の場所で必要なSkinも消えてしまうという事故が起きにくくなる。一通りBottmスキンが出来てるところはチェックするようにしておいた方が安全。

この機能はモデル底面からプリントされているBottom Skinには影響しないので一番底面に細い部分があっても対象にはならない。上の例では5mmに設定してもDの内側のBottom Skinとかは削除されてない。

完備の穴の上側もモデルの上面に形成されるSkinじゃないのでBottom Skinという扱い。Removal Widthを5mmにしてしまうと…

削除されてしまうので、こういうところが消えず、不要な部分だけ消える値を見つける必要がある。
まとめ
オーバーハング部の綺麗なプリントはだいたい今回紹介した方法で実現できるはずだけど、収縮の激しいABSみたいなマテリアルでは、プリント後になるべくゆっくりと温度が下がっていくような工夫も必要になることがある。
夏場は大丈夫だったけど冬場になったら凹むようになった、なんてのはプリント物が急に冷えて収縮が激しくなっているのが原因。エンクロージャーを使うとかDraft Shieldを使うとかしてゆっくりと温度が下がっていくようにする。エンクロージャーを使っている場合、プリントが終わったからといってすぐにベッドからプリント物を外そうとせず、ベッドの温度が室温に近いくらいまで下がってくるまでエンクロージャーの扉とかを開けないというのも有効だったりする。
オーバーハング部はプリントするモデル毎に変化するので、モデル毎に設定を変更していく形になってしまうのがちょっと面倒だけど、サポートが必要になるほどのオーバーハングでなければ、かなりの部分で綺麗なプリントが可能なので、クオリティを追求してみたい人は是非チャレンジしてみてほしい設定。
もしこの記事が役に立った、面白かったと思ったら、スキ、フォロー、記事購入、サポートよろしくお願いします!ここから下は記事購入してくださった方へのお礼のみなので、ネタ的にはここで終わりです。
ここから先は
¥ 100
僕のノートが役に立った、面白かったと思っていただけたら、スキ、フォロー、サポートお願いします!