
3Dプリンタの造形物の表面が綺麗にならないときの小ワザ

こんにちは、テルです!
今回の記事は、造形物の表面(Skin、wall)にぶつぶつ(Blobs, Zits)ができたり、糸引き(Stringing)ができたりして、色々設定をいじったけどどうしても消えない!どうにかならないかと悩んでいる方へ向けての記事になっています!
注意事項
もし、糸引きってなんぞや?などの疑問があれば以下の記事らを読んでいただいたほうがわかると思います!(本当にありがたいです)
↓Yanさんのとても参考になる記事たちの一部
【CURA Tips】キューブと船でプリント設定を改善する方法
【CURA Tips】マテリアル毎の適正パラメーターの探し方 09/26/20再修整版
↓Flash forge さんの公式のトラブルシューティング
モデルに対してフィラメントが糸引きしている場合、どうすればいいのか
↓Simplify 3Dの公式のトラブルシューティング(英語)
Print Quality Troubleshooting Guide
なぜ表面(Skin, Wall)にぶつぶつ(Blobs, Zits)ができる?
上の記事でも紹介されている通り、表面が綺麗に印刷できていない場合、一般に取られる対策としては、
・ノズルの温度(Print Temperature)
・引き戻し(Retraction)の量、速度の調節
の2つです.先ほど紹介したYanさんの記事には、継ぎ目の位置(Z Seam Alignment)を調整まで書いてくださっているので、この記事に書いてあることを試すだけでもかなりクオリティは上がると思います.
しかし、それでも造形物の表面にはぶつぶつが残っている...
といった状況を経験しましたので、少し調べてみました.そうすると以下の記事を発見しました
↓CNC Kitchen さんのブログ
REMOVING ZITS AND BLOBS ON YOUR 3D PRINTS - ADJUST YOUR SLICING RESOLUTION!
詳しく知りたい方はCNC KItchenさんの動画を見ていただきたいのですが、ここで簡単に箇条書き要約しますと、
・造形物の3Dデータはメッシュデータを呼ばれるstl形式で保存
・メッシュデータは解像度が高ければ高いほど、滑らかな表面がデータ上では再現可能
・実際に3Dプリントする際には、どうしてもステッピングモータの性能限界によって、再現性は頭打ち
・スライサソフトから生成されたGcodeはモータに再現できない非常に微小な動作を要求(実際には、一瞬停止する、という動作)
・しかし、フィラメントは排出され続けるため、停止した部分にフィラメントが溜まる→ぶつぶつ
解決策
以上を解決するためには、メッシュデータの解像度を下げてやればよい、ということが分かっていただけましたか?
※注意:スライサソフトで実際のstlデータを変更するわけではありません
ということで、実際にやっていこうと思います.
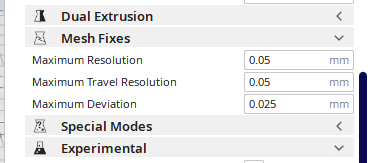
Mesh Fixesの項目から、Maximum Resolution,( Maximum Travel Resolution), Maximum Deviationの3項目を変更していきます.(もし追加されていなければ、歯車をクリックして追加してください)
デフォルトでは以下のようになっているはずです.
これではあまりに細かいので、思い切って10倍までしてみます.
Maximum Resolution : 0.05mm → 0.5mm
Maximum Deviation : 0.025mm →0.05mm
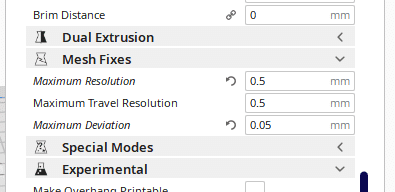
とりあえずこれで、印刷してみましょう.
私の場合は以下にツイートしています.結果はこちらのツイートを参考にしてみてください.
動画を参考にしてメッシュデータを荒くしたら、ほんまに表面のブツブツが減ってびっくり
— テル👑 (@ODKKhIrAgA) November 27, 2020
今後はメッシュデータも加えて調整していこうと思います
←修正後 修正前→#テクダイヤ#400umクオリティチャレンジ pic.twitter.com/YvOctmJ64c
今回の記事はこんな感じです.もし誰かさんの助けになれば幸いです.
もし質問などがあればご気軽にどうぞ!答えられる範囲でお答えします!
それでは!