
スタッド溶接の特徴

こんにちは。たらーちです。
今回はスタッド溶接について書いていきます。
スタッド溶接とは?
スタッドと呼ばれるボルトやナットを金属板に瞬時に溶接する方法のことです。 ここでは原理の説明は省きます。
スタッド溶接の特徴
①下穴が不要。
②熱歪みが少ない。
③表面の外観部品に使用できる。
④資格等が不要で習熟が簡単。
⑤技量による差が少ないので安定した品質となる。
スタッド溶接の加工方法
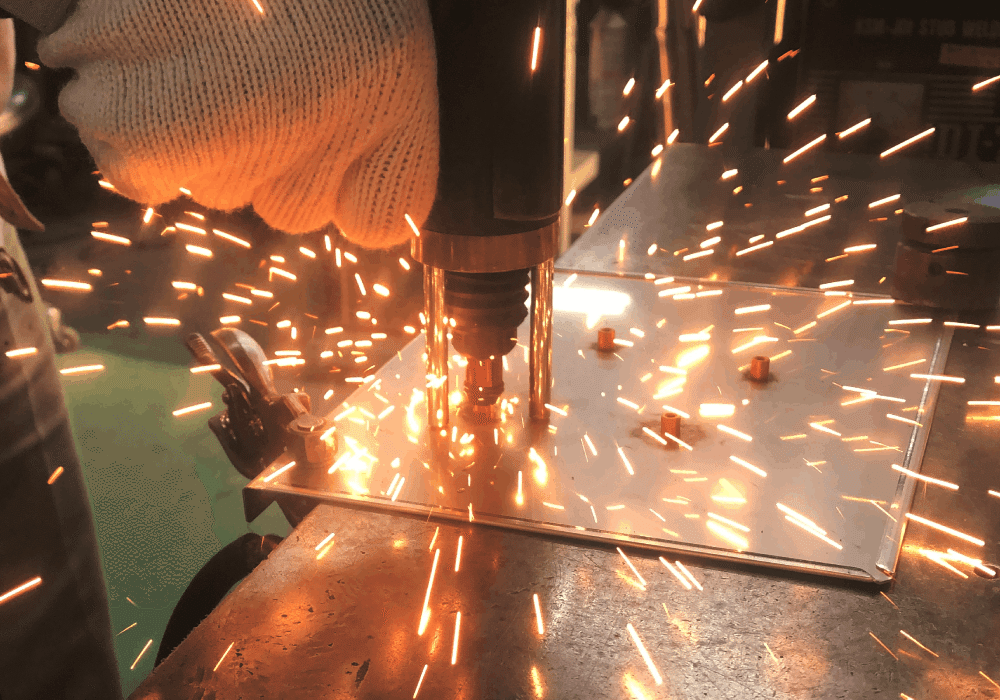
専用の器具(ガン)を使用します。スタッド材ををガンにセットし、母材にポンチで印を付けた箇所に突起を押し当て位置決めします。トリガーを引くと通電し瞬時に溶接が完了します。
スタッド溶接可能な材質
鉄、ステンレス、アルミ、銅、黄銅など同種金属のみならず異種金属も溶接ができます。
スタッド溶接の強度
サイズと材質によって強度が変わりますので、目的に応じて選定が必要です。強度は、条件設定が非常に重要です。目視で不良に気が付くのは難しいですがチェックするポイントがあります。
①スパッタ飛散量
正常な場合は、周囲に均一に溶け込み、スパッタが確認できます。飛散が全くない場合は強度不足の可能性があります。
②浮き、曲がり
浮きや曲がりがある場合は簡単に取れてしまうので注意です。
スタッド溶接の寸法精度
弊社の場合は、NCタレットパンチプレスでポンチを打って位置決めするため品質は安定しています。しかし、手動の溶接ガンのため力の入れ方や抑え方によっては、ズレがほんのわずかに生じます。通常の保証精度は±0.25mm(ピッチ±0.5)、治具を使用した場合は±0.1mm(ピッチ±0.2)まで追い込めます。必要に応じて公差を緩和するとコストダウンのポイントとなります。
NCスタッド溶接機を使用すれば、数値制御で座標に自動でスタッドを溶接するため加工漏れ・位置ズレを防止できます。スタッド本数が多く、複数の種類を使用する品物は効果が大きくなりますので、設備を所有している加工会社に依頼するとコストダウンになる場合もあります。
最後に
スタッド溶接は表面に影響がほとんど出ないので、カバーやパネルなどの外観部品に最適です。サンプルご用意ありますので、実物を見たい方はご連絡下さい(^^)相談だけでもOKです!

以上、スタッド溶接についてでした。
最後までお読みくださりありがとうございました。