
Orca Slicer 印刷設定メモ

・ネットワークプラグインをダウンロードすると
Bambu Studioと同じようにプリンターをネットワーク操作出来る
左上のホームボタンからBambu Labアカウントにログインする
・ログインせずに使用するとG-code送信時に「ABL有効無効」
「タイムラプス有効」の操作はできない。
・ログインすると未ログイン時に設定していたユーザープリセットの
内容が引き継がれない。
元々使っていたEnder3 S1 ProのMy設定でEnder3 S1 Proを使う時に
いちいちログアウトしないといけないので、ログインしたまま使うには
設定を入力し直す必要がある。
・設定した速度が出ない、半分くらいの速度
→フィラメント設定画面「冷却」「冷却の為減速」が
デフォルトでONになっている。OFFにする。
・TPUの印刷速度60mm/s程度で設定しても勝手に速度を落とされる
30~40mm/sくらい、遅い
→フィラメントの体積速度制限で制御されてるようだ
Ender3 S1 Proで60〜80mm/sくらいで普通に印刷出来てたので
適当にあげてしまうか。最大体積速度の測り方がわからない。
→ウィンドー内のキャリブレーション項目ではなく
アプリメニューから様々なキャリブレーションが行えるので
「キャリブレーション」→「More」→「Max flowrate」 で
フィラメントが押し出す限界を図る


・「品質」 Walls printing order は「Inner/Outer/Inner」が良い
内壁の影響を外壁が受けずらいので寸法制度にも影響する。
・「プリンター設定」→「押出機」 移動距離閾値を「1mm」から
「2mm」にすると不要な後退とZホップが排除される。
※モデルや壁の厚さによるのかスライサー上ではイマイチ動きに
違いが出なかった 「Precise Wall」をONにすると内壁の影響を
受けづらくなり、外壁の寸法精度が高くなる。らしい
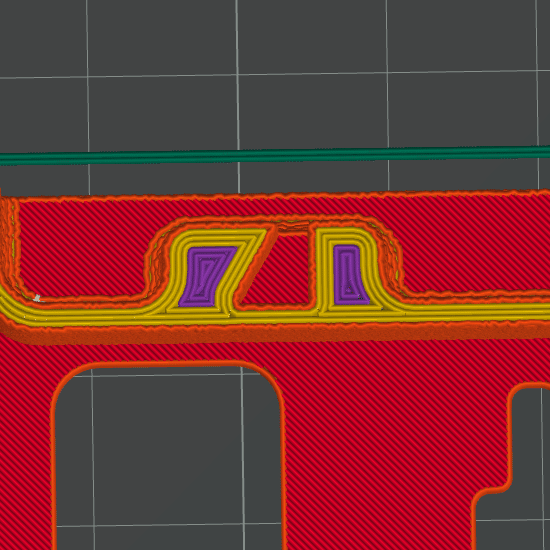
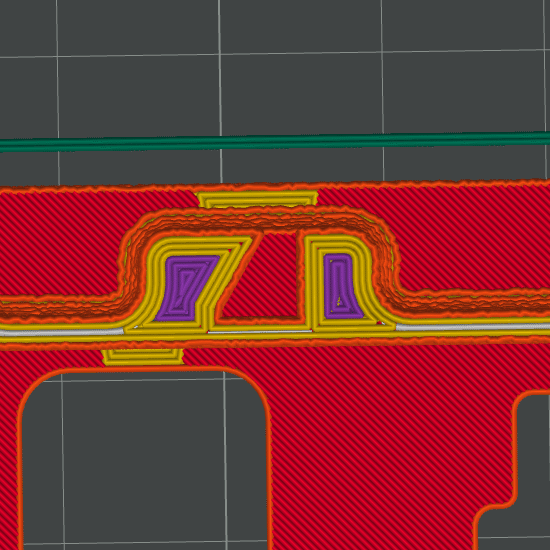
・「Arachne」と「クラシック」はモデルの形状によっては
使い分けた方が良さそう。
隙間の埋め方が変わってくるので、造形が細い部分などは
失敗したり、強度が著しく下がることもある。
・個人的には「四角」「直角」「フィレットなし」のどシンプルな
モデル以外アラクネで良いと思う。


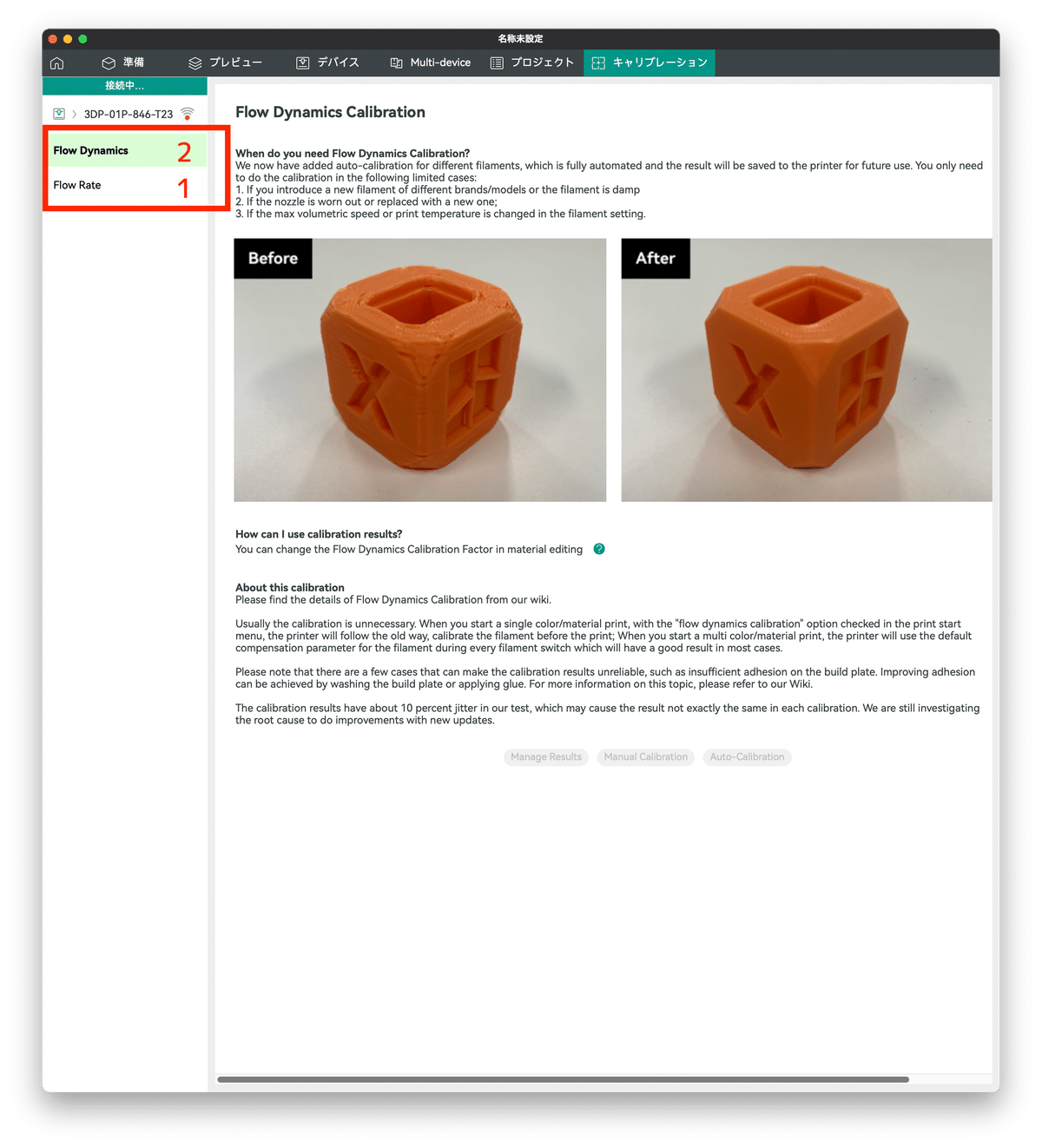
・スライサー上でのキャリブレーションは
フローダイナミクス、フローレイトの順に並んでいるので
フローダイナミクスから実施すると
フローレイトで全くうまくいかなくなるので
フローレイト→フローダイナミクスの順で実施しないといけない
※ よく考えたらフローダイナミクスは「プレッシャーアドバンス」で
フローレイトは「E-Step調整」のようなものなので
フローレイトから実施するのは当然と言えば当然だが
記載の順番は親切とは言えない。
・ファジースキン備忘録
ポイント距離0.4mm / 厚み0.1mmが弱めで好み
ポイント距離を縮めると印刷時の振動がやばいのであんまり詰めたくない
おそらく造形時間はファジースキンで遅くなる分加味されていない
印刷予測時間より長い気がする
・ファジースキンの分、印刷時間に計算されている。


・フィラメントのプリセット
PRUSA Slicerでも同じ事があったが
フィラメントプリセットにチェックマークを付けても
プリンターの機種を選択すると出てくるフィラメントが限られる。
Ender3 S1 Pro を選択していると「ABS」「PETG」「PLA」しか出ない。

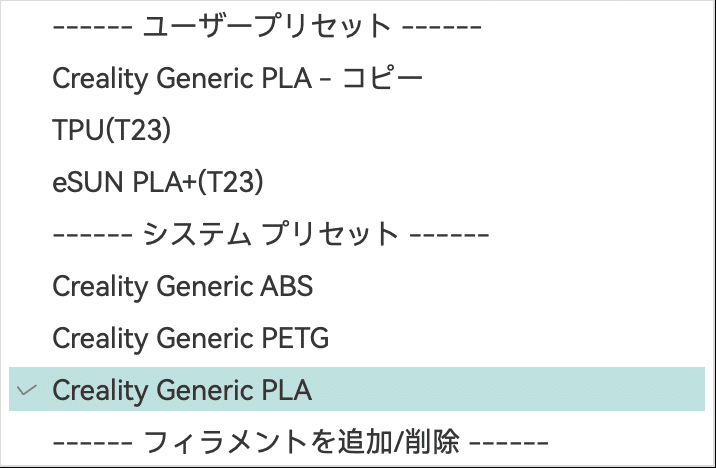
・Bambu Lab P1Sを選択しているとBambu Lab製フィラメント
しか出てこない。

他社のフィラメントを使用する場合は
印刷設定を自分で見直し、作り直す必要あり。
また、あくまでフィラメントに対しての流量やノズル温度
ヒートベッドの温度設定などが変わるもので
印刷速度などの「プロセス」設定は完全に自分で設定し直す
必要がある。(CURA同様)
・「フィラメント」からフィラメントを選んで設定画面を開いて
保存しての作業がちょっと最初はわかりづらかった。
CURAは一覧でザッと見れたので使いやすい。
設定できる項目が多いのでこれはトレードオフか。
・マルチデバイス
Bambu Lab以外の3Dプリンターは対応していない。

・Bambu Lab P1S と Ender3 S1 Proを同時に使おうと思うと
ログアウト状態でEnder3 S1 Pro
ログインしてP1Sでやらないといけない。
Orca Slicer & Ender3 S1 Pro
Bambu Studio & P1Sで同時に使うのが正なのだろうがちょっと残念
・印刷速度によってフィラメントの艶の出具合が変わる。
造形物の表面を均一にしたい場合は高さの違うモデルと
一緒に印刷すると、低い方のモデルの印刷が終わったところから
印刷速度が変わって艶の出方が変わるとこがあるので
モデル単体で印刷する方が良い。
・艶を出したいなら印刷速度は100mm/s程度まで
200mm/sは半艶、個人的にこれが好みではある。
PLA Matteよりも擦り傷が目立ちにくい。とてもE


・オーバーハングの面取り部分や細かい部分は
印刷速度を落がおちる設定なので部分的に艶が出る。
印刷設定で全て同じ速度で印刷するように設定すれば良いが
印刷速度を遅くしないとクオリティを担保できない。
そこまで拘るより、モノとしての利便性や
生産性の方が大事と思うので気にしない。

