SonicPad メモ

【気になる点】
✅1、印刷開始ボタン押してから、ヒートが始まるまで2分(XYZキューブ)
開始まで3分30秒、そこからオートレベリングして
モデルの印刷開始まで4分半が長くてもどかしい
✅2、印刷開始から(解決済み)
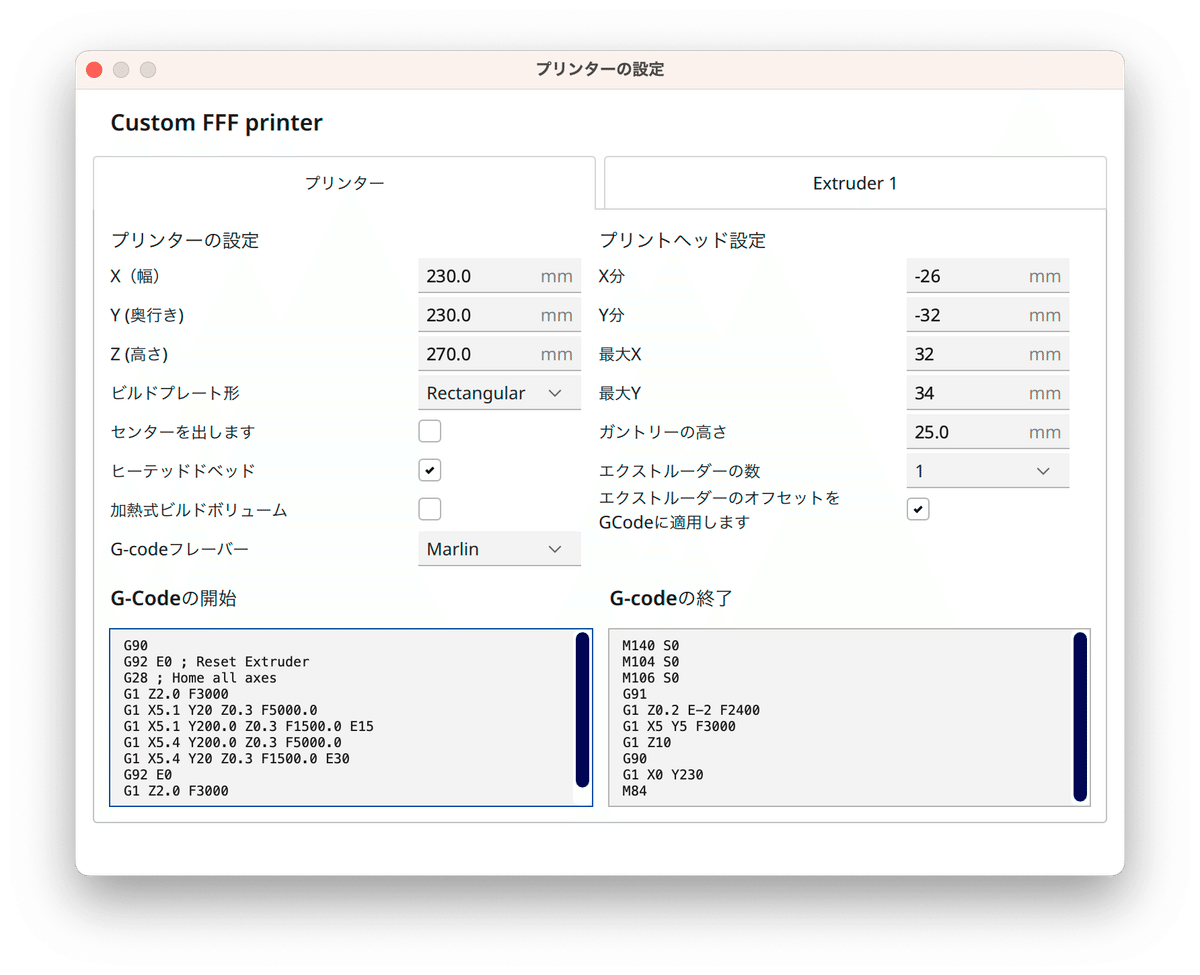
エクストルーダーの押し出しギアが最初反時計回り(押し出し)
折り返して時計回り(引き戻し)していて
スカートの印刷開始から反時計周りで印刷
最初の30センチ分くらいフィラメントが出ていない
なぜあそこで一旦引き戻し動作が入るのか謎
不明なのでスカートのライン数を増やして対応している
WEB OPから確認したところ
エクストルーダーのギアの動き
・RETRACT は引き戻し 時計回り
・EXTRUDEは押し出し 反時計回り
印刷開始時の左側の捨て線を書く時に、引き戻してるから
最初に出なくなる 何故そのような動き???
→エクストルーダーのフラットケーブルを差し直したら直った。
✅3、プリンターとの接続が本体裏面のUSB2箇所、側面の下側では
接続できない
側面上側は接続可能、その1箇所しか接続できない
「メーカーの回答」
「同じプリンタが正常に接続されている場合、ポート 2、3、
および 4 を介して接続することはできない」とのこと
説明書にはどこに接続しろとは書いていないし
1番しかプリンターと接続できないとも書いていない
ちなみにケーブルも「適切なケーブル」とだけ書いてあり
純正じゃないとダメなどの記載はない
「解決」
最初に接続していたUSBポートで固定されるようだ。
変更方法は画面右上から「Pick Printer」「Add new device」で
登録したいポートを選択し、設定し直す。
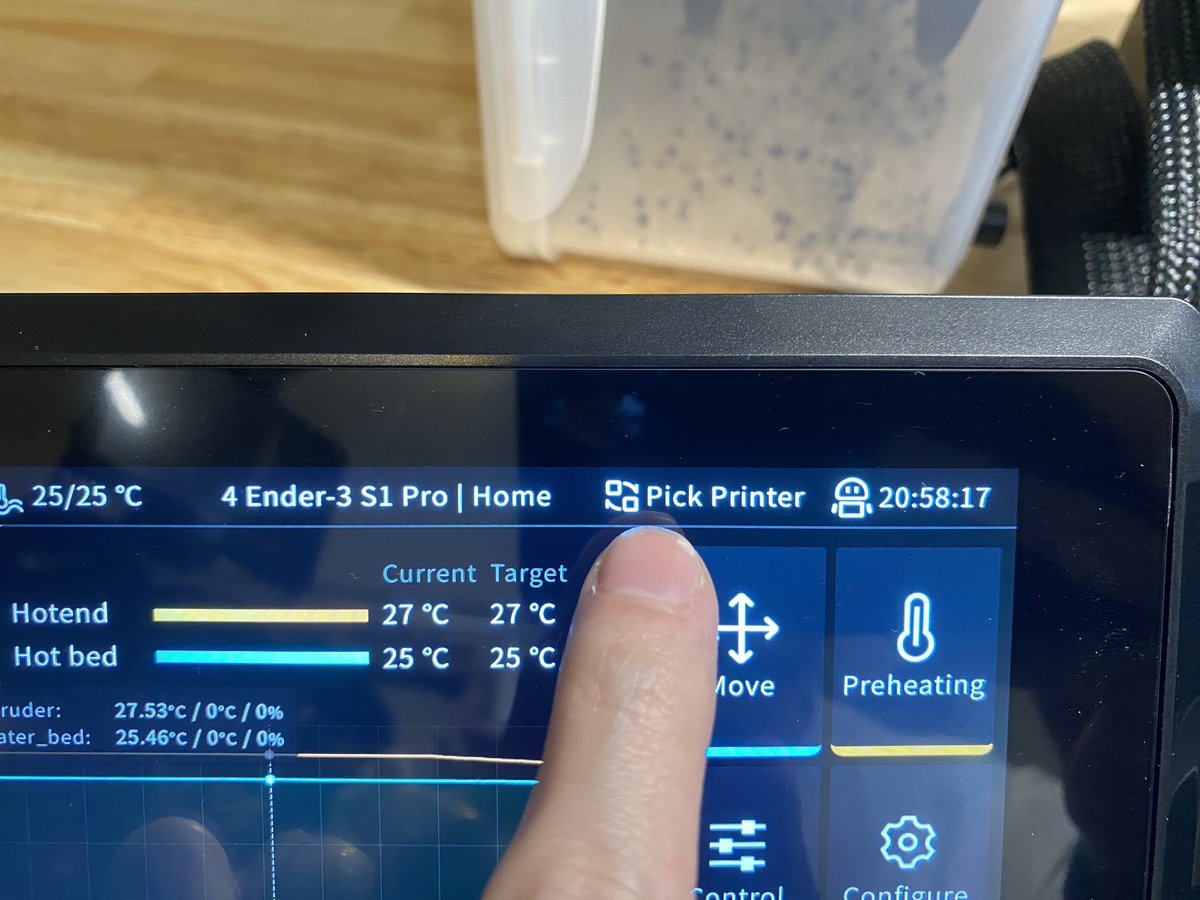




登録されているプリンターを消したい時は
右上のイクイップメントマネージメントから
名前の編集、削除ができる。


✅4、サムネイル表示はメモリーカードに保存した場合
モデルを選択するところでしかサムネ表示されない
選択後、プリント中の画面ではサムネ表示されない
WEB OPに送信されたデータだとプリント中の画面にも
サムネ表示される。
↓
・スライサーからネットワークでWEB OPに送信したデータは
一覧では何故かサムネイル表示されないが、選択するとサムネ表示される
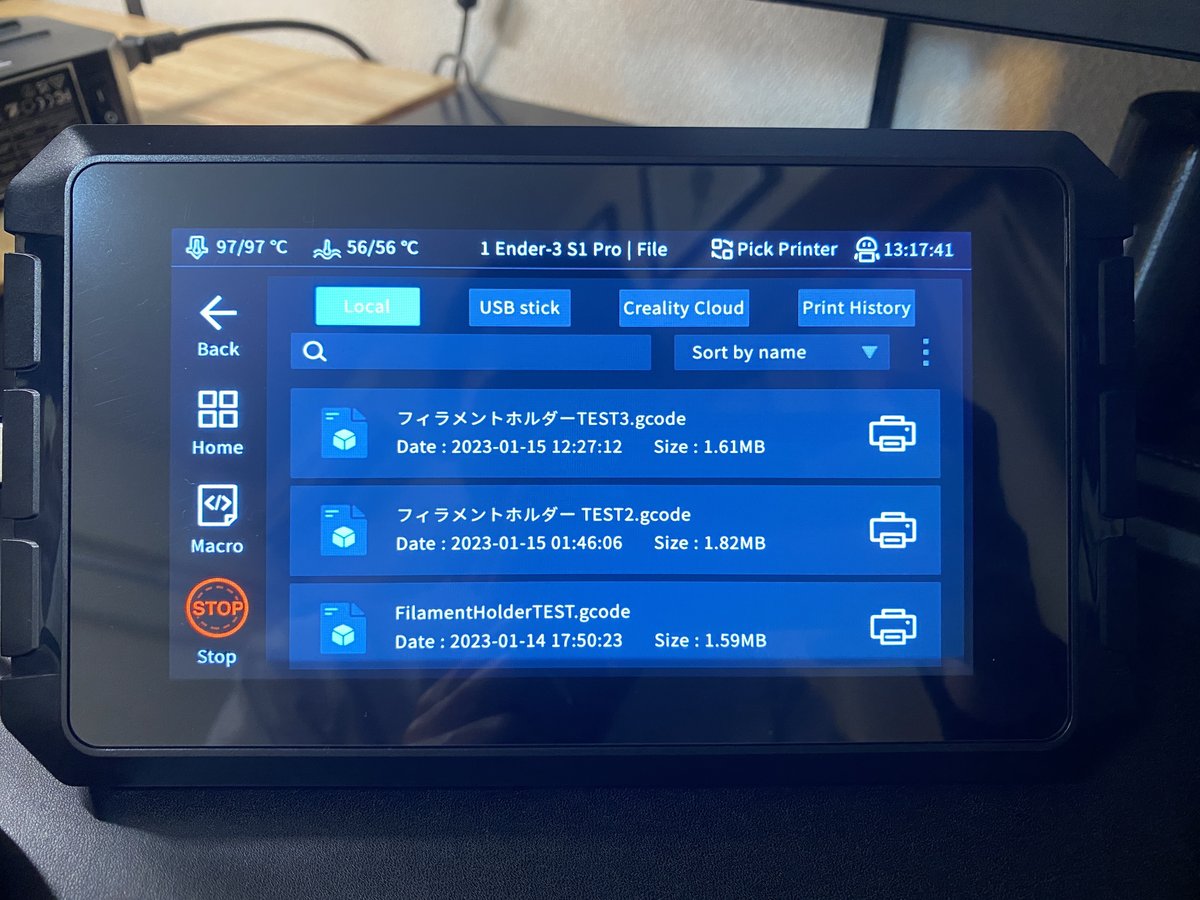
・SDカードで保存した際は一覧ではサムネ表示されるが
選択するとサムネ表示されない、プリント進捗画面でも表示されない。
謎である

✅5、Z軸オフセットの現在の設定値がいくつなのか確認できない
Z軸オフセット設定画面に行くと、スタートがデフォルトの位置に
上がっている。
毎度やり直しな感じで、現在の設定値から「これくらい」
微調整したい、という時は、前回の設定値を覚えておくしかない。
SonicPadで印刷中に微調整していたら、もう数値はわからない。
画面上に出ている数字は「0.00mm」がどの何に対しての数値なのか
わからないので 「0.1mm」だからベッド面から「0.1mm」の距離にある
という意味でもなさそう
※ 誤ってベッド面を超えてしまう数値で動かすと、それだけ動いたテイで
数値が加算されていくようなので、訳がわからなくなる
一旦キャンセルしてやり直した方がいいと思う
・初期の設定の際にはZ軸設定のスタートが4.96mmだが
以降のスタートは8.15mmたまに変わる8.21mmとか8.22mmもあった。
また初期プリンター設定の際、Z軸オフセットをしたあと
ベッドの水平だし画面に移行するが、先ほど設定したZ軸オフセット量が
適応されておらず、ベッドからノズルが大きく離れた状態でやらされる
できる訳がないので、無視して先に進む。
あとで何回でもできるので問題ない
✅6、USB(SDカード)からSonicPadにデータを読み込ませる際
USB3.0以上のリーダーやフラッシュメモリーを使うと読み込めない
おそらく本体がUSBで上位互換不可
✅7、ABL実施後の画面の表示が次にABL画面を開いた時には
横列がテレコになって表示されいる(複数回実施しても同様の現象)
縦列は変わらない。
結果を元にダイヤルゲージで調整しているので、注意したい。
ビジュアルは変わらないので問題ないとは思うが確信はない
・2/11アップデートがあったが、このテレコバグは
修正されていませんでした。
・3月中にあったアップデートで解消されました。


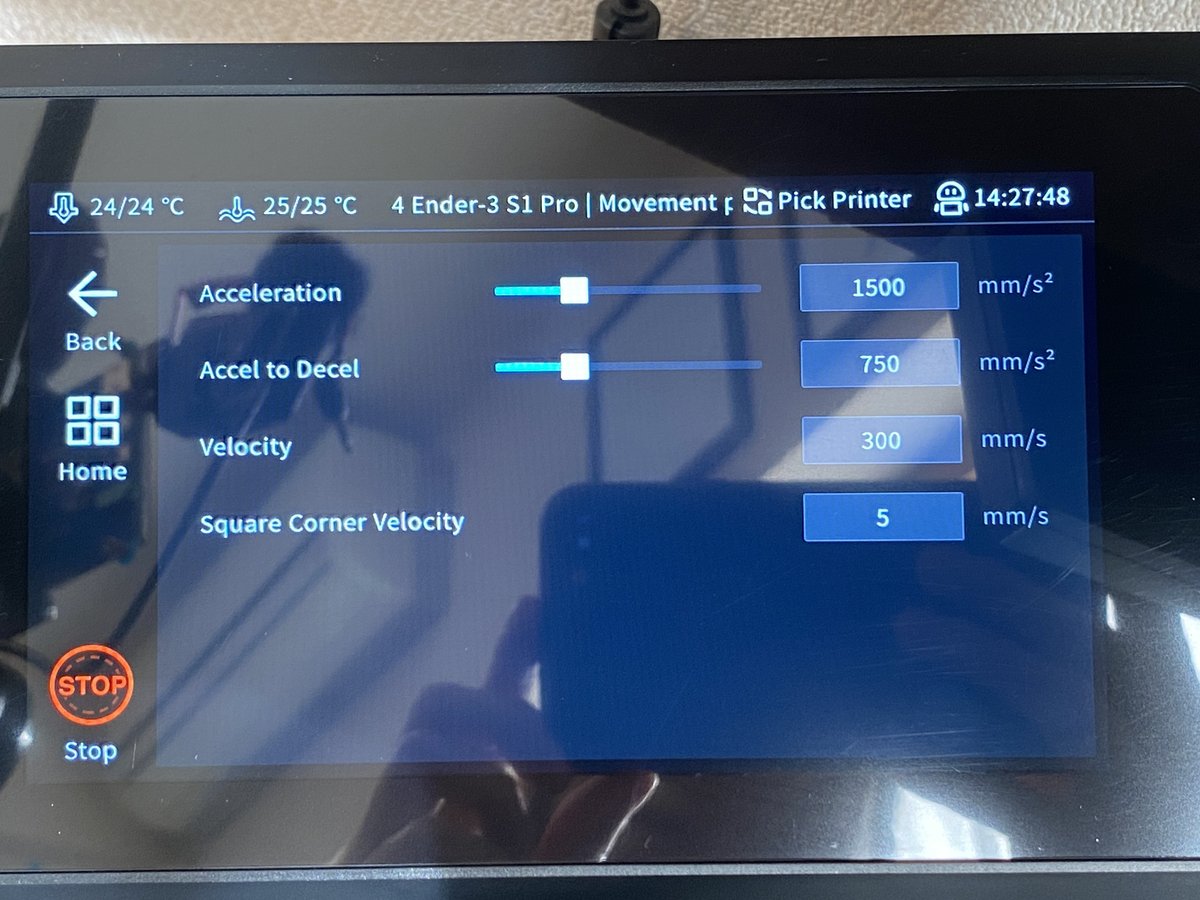
✅8、立ち上げ時にはPrinter Limitsの設定が毎回デフォルトのMAX値に戻る
加速度5000mm/s・減速2500mm/sのがMAX
【スライサーの設定での気づき】
・リトラクション(引き戻し)がSonicPad用プロファイル(印刷設定)では
0.4mm - 25mm/sなので 初期レイヤーでブロブが発生しやすいため
いつもの0.8 - 40mm/sに戻した。
・SonicPad用にCREALITYのサイトで配布されているプリンターごとの
カスタムプロファイル(印刷設定)では印刷速度を変更しても下の
各詳細な印刷速度が連動しないように「fx」マークになっている。
(※印刷速度に対して外壁は50%の速度とかそう言った計算が
自動でされないということ)
連動させるには「fx」マークをクリックして消すと印刷速度と
連動して自動計算される。
・入力し直して別名で名前を付けて保存しておくのがよさそう。
PRUSAではどうなのかは試していない。
【変更前】

【fx解除した時】

【変更後】

【WEBオペレーション】
・IPアドレスをURLの欄に入力するだけでWEBオペレーションに
アクセスできる。
・Chromeでは開けなかった(セキュリティの問題かも)
→ iPadのChromeでは開けた
Macでもセキュリーを解除すれば開けた
SonicPadのネットワークセッティングのページにIPアドレスが
記載されている。
・Chromeはブックマークバーに入れて使っている。
・Sfariの場合はURLをドラッグアンドドロップして
デスクトップにおいたら楽。
【Z軸オフセット】
・SonicPad上でのZ軸オフセットは最小で0.05ずつしか動かせないが
WEB OPだと0.005、0.01、0.025、0.05ずつ動かせる
また設定画面から任意で動く数値を変更することもできる
・ただ、WEB OPのトップ画面では現在設定されているオフセット値が
表示されることはなく
基本0.000mmの表示でSonicPadでどのくらいで設定したのかは自分の
記憶しかない。
この部分に関しては設定したところからどれぐらい調整したのか
と言う表示になっているようです。

・コンフィグ画面でオフセット値が確認できるが
SonicPadのZ軸オフセット設定画面上で表示される。
数値と表記の仕方が違うので、今どれくらいなのかちょっと
よくわからない。

・WEB OPから印刷中にZ軸を調整した場合、印刷が終了した時点で
調整したZ軸オフセットの設定を保存するか聞かれるので
その後の調整がいらないので良い

・印刷していない時にZオフセットを動かすと右のボタンが
押せるようになり保存するか聞かれるので
印刷完了したものを見て調整し、保存することもできる。


・プリント終了時刻まで表示されるのは非常にありがたい。

・WEB OPから予熱するには「Extruder」「Heater Bed」の部分に
直接指定の温度を入力することで加熱が始まる。
・Facebookでプレヒートのプリセットを追加している写真を発見したが
登録する方法がわからないので、僕の画面にはHeater offしかない。
なくても困りませんが、PCからボタンひとつで加熱開始できたら
楽ですね。調査中です。

「解決」
設定画面に「Thermal Preset」の項目があり
任意の予熱項目を作ることができる。


【プレッシャーアドバンス】
角の膨らみの抑制に効果あり
※ プレッシャーアドバンスとスムータイムはセットで組み合わせ
チューニングにより効果を発揮するようだ(計算方法がめちゃ難しい)
WEB OPでしか設定できないので、その辺はどないやねん
【加速度制御】
・Klipperでは加速度制御はスライサー上でOFFにして
Klipperに任せるのが正しいやりかたのようです。
スライサーでの加速度制御とKlipperの加速度制制御が
ぶつかってしまってよく無いらしい。
CREALITYからリリースされているSonicPad用のCuraの設定では
加速度制御が元々ONになっているので、OFFにしていいのか?
と思いましたが印刷してよくよく比べてみないとなんとも言えない
→Cura設定で加速度制御をOFFにすると、WEB OPのAccelerationの
メーターが動かなくなったので、やはりスライサー上で
有効にする必要があるのか?
【スライサーで制御されている場合の動き】
【WEB OPへのデータ送信】
CuraスライサーからWEB OPに送信するには「Moonraker Connection」
という拡張機能をダウンロードが必要(Curaのプラグイン)無料




・プリンターを新しく設定し直したら、Moonrakerの接続
(CURAとWEB OP)が出来なくなってしまったが
WEB OP右上のメニューから確認できるプリンターの
URLを入力し直したら接続できた


【サムネ表示の仕方】「CURAの場合」
・メニュー欄から「拡張子」→「後処理」→「G-cordを修正」
→「スクリプトを加える」
「Create Thumbnail」を選択し、必要に応じて「Width・Height」を
大きくする。
デフォルトの32だとだいぶガビガビ
※ スクリプトを入れてMoonlakerで送信するとSonicPadの
「Local」の選択画面ではサムネ表示されない。
選択すると表示されるという謎仕様。
【SDカードにサムネ付きで保存するには】


【WEB OPにサムネ付きで送信するには】
MoonrakerのUpload設定で「UFP with Thumbnail」を選択しておくと
CURAでスクリプトを追加しなくてもサムネ付きで送信できる
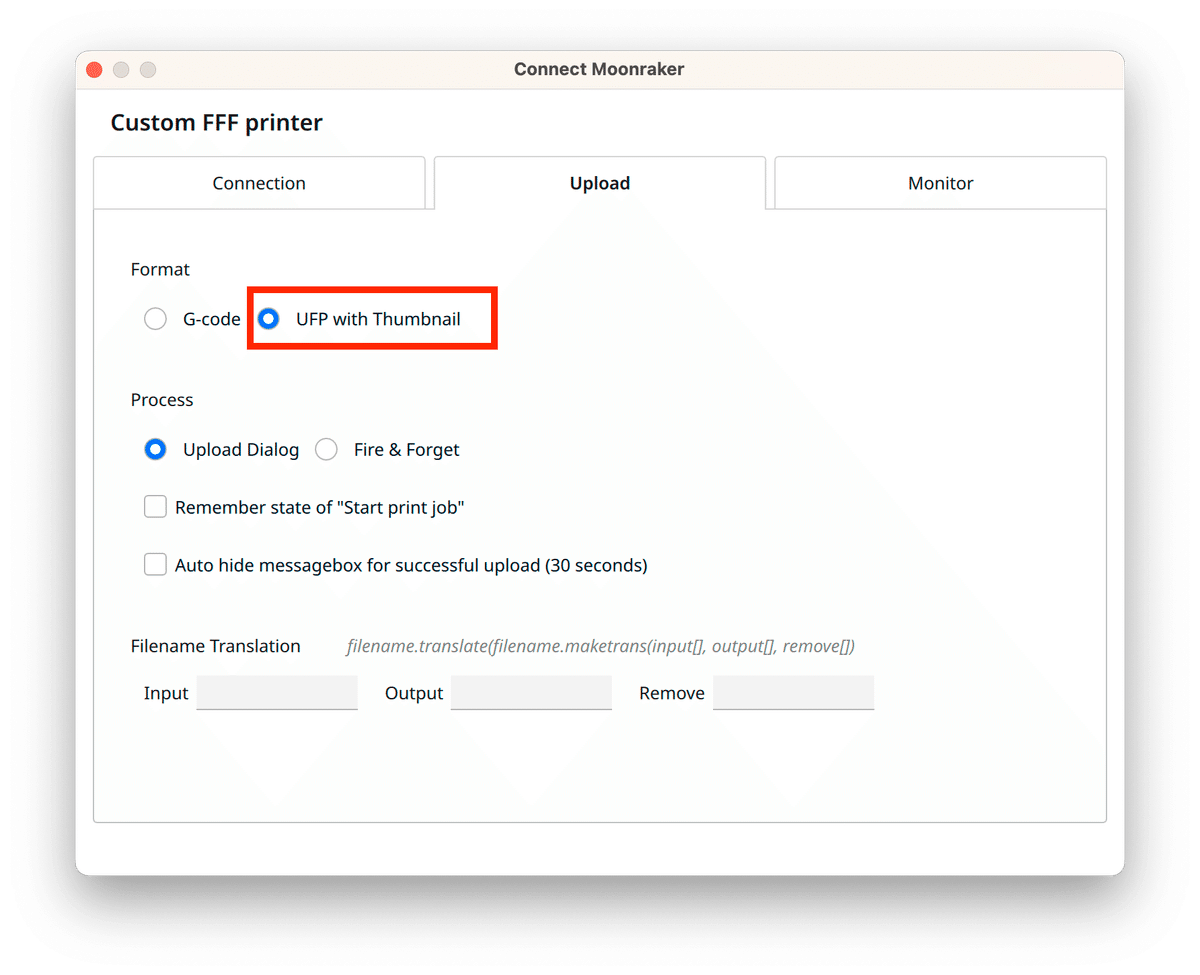
・CuraからWEB OPへ送信する際に「Start print job」にチェックを入れるとそのまま印刷が開始される。
チェックを入れなければWEB OPから操作が必要。

・WEB OP上のPlinter Limitsの数値は、SonicPad上で変更し上げると
連動して変更される。


【Curaからアップロードできない】
・単純に調子が悪い時もあるので、「System」から「Restart Klipper」「Firmware Restart」して再度アップロードなどで解消することが多い。
・Curaの方が調子悪い時もある 一旦エクスポート(.3mfファイル)して
配置などを保存しておいて再起動してみると良い。
設定はそのまま記憶されていて、変更したところには
矢印のリセットマークが付いている。
おそらくデフォルトでそーゆー仕様っぽい
【備忘録】
・CURAのコースティングとKlipperのプレッシャーアドバンスは
機能がかぶるので同時に使用しない。
・加速度制御もどちらか一方に任せるのがセオリーぽいが
カスタムプロファイルだとONになってる
ONの方が仕上がり時間が遅くなることもある、なんでだろううか
・上面/底面の方向一貫性(monotonic Top/Bottom Order)をオンにすると
隙間の埋め方がキレイになる(変わらないこともある)
・キレイに埋められるラインの方向に変更する
・CURAで文字入力がうまくできない時、日本語入力を
英語入力に切り替えるとうまくいく。
・PLAのカスタムプロファイルでは初期レイヤービルドプレートの
温度が70度で他のレイヤーは60度になっており
初期レイヤーの定着は良くなった気がする。
・3Dプリンター使い初めて半年、ノズルが0.2摩耗していたので交換し
Zオフセットを0.2mm上げた
最上面のクオリティは変わらずイマイチ、謎の糸引き解消されず
・TimeLapseなど、端末上で有効にしても作動しない
WEB OP上のADD CAMERAでカメラを設定し、機能を有効にしても
作動しない


・Accelerationに対して Accel to Decel は半分
・Velocity=速度
・Square Corner Velocity=角の速度
・Acceleration=加速度
・Accele to Decel=加速からの減速
・速度はスライサーで指定されているので多分そのままMAXでも
大丈夫と思う
・角の速度はなんともわからん
・加速度はMAXにしておくと危なそうなのでほどほど
1500くらいにしておく、要テスト
・加速と減速は家族どの半分がセオリーらしい 1500なら750
※ Ender5 S1 が印刷速度250でも加速度が2000なので
Ender3S1ProでMAX加速度5000に設定するのは現実的ではないと思う
・Zシーム
「鋭い角」にすると筒の外側から印刷を始め、不思議なムーブで
シームが汚い

「ユーザー指定」にすると筒の内側から印刷を始め、一直線の動きで
シームが綺麗

2023.3.12
ABLとマニュアルレベリングモードの問題
・マニュアルレベリングモードの1〜4のポジションのZの位置(高さ)には
ABLで計測した数値を元に補正した数値が反映されてしまう。
・ABLをWEBコンソール上で「CLEAR PROFILE」で消してあげると
Zの高さは1〜4まで全て「0.1」で動くが、ABLのデータが残っていると
1〜4の場所によってそれぞれ違う値を示しているのが確認された。
・ABLのデータ消去後、1〜4のレベリングをシクネスゲージを
ダイヤルゲージを併用し0.1程度に調整スクリューで調整したのち
ABLを実行し、再度マニュアルレベリングモードで確認したところ
ベッドが低かった1と2はノズルが当たるほど狭く
ヘッドが高かった3と4は隙間が盛大に広く取られていた。
(4番は0.35くらいだった)
・マキタのツールボックスを印刷した際には4はキレイで
1、2、3は狭すぎてフィラメントを引きずっていた。
・試しにABL実行後、マニュアルレベリングを再度行い
補正されたノズル位置に対してベッドを調整し
その後ABLを再度実行すると傾けたヒートベッドにさらに補正がされて
またさらにヒートベッドが傾く結果となった。
・つまりは印刷前にG28コマンドでABL測定が毎度実行されるので
ABLに合わせに行けば行くほどどんどん傾くことになる。
・それでいてZオフセットの補正の具合がとても悪く、極端な印象。
ベッドの低いところは補正され過ぎて狭過ぎる状態。
ベッドの高いところは補正され過ぎて広過ぎる状態になる。
・ちなみにABLデータのクリアはSonicPadでは出来ず
WEBコンソールでしか出来ない。
ABL実行後にマニュアルレベリングはしてはいけない
マニュアルレベリングモードを実行するにはABLデータの消去を
補正されすぎたABLに逆に合わせに行く場合、印刷前の開始G-CordからABLコマンド「G28」を消すのは必須。
・ステッピングモーターのロックを解除して手動でベッドを水平にしても、
ABLを実行すると手前に傾いたように計測されるのは本当に謎でしかない。
※G28のオールホーミングは残して「BED_MESH_CALIBRATE」だけ消せば
印刷開始時のABLは実行しなくなる。