
【振動】振動を測る場所と測る方法

皆さんこんにちは。振動くんの独り言の投稿です。
本日はタイトルに記載しました、振動を測る場所と測る方法について投稿して行きたいと思います。
少し長くなるかも知れませんがお付合い下さい。
振動を測る場所はどこでもいいの?
さて、皆さんが振動を測る場合、どこを測ればよいのか迷われる事があると思います。何処でも良いと思われている方は間違いですので改めて下さいね。
振動を測る場所としては、一応決められている場所があります。
一体誰がどのように決めている
設備で使用されている機器の振動を計測するための、センサーの選定、装置の選定、場所の選定、解析の仕方等を含め一般的な基礎知識の習得に関しては、世界の規格であるISO(International Organization for Standardization)から指針が出されており、日本では、一般財団法人「日本機械学会」の機械状態監視資格認証事業で、毎年その規格や基準となる情報が更新されています。詳細は以下のURLを参照して下さい。
設備の振動を測定する場所は、以下の場所を除く、振動をはっきりと捉える事ができる場所で測るように決められています。測ってはいけない場所は・・
ー回転体周辺を囲っている場所等の柵
ー回転体の連結部を囲っているカバー
ー緩みがある場所
ー回転している部分
また、測るときには、回転部に巻き込まれないように十分注意して、資格を持った人が測るようにして下さい。資格とは、前述のURLで紹介した機械状態監視技術者(振動)の資格者のことです。
ある工場においては、資格を持っていない人には、設備への近づきも禁止され、また設備に触ることさえ許してもらえない所もあります。理由は、ある一定の知識を有しない人がむやみに振動測定を行うと、機器の安全性はもちろん人命の安全性も保たれないという危険性を伴うからです。
また、設備の修理もさせてもらえない事があります。理由はいじりまわしによる機器の損傷です。
機器の具体的な測定場所
回転体のイラストを用いて説明しますと、
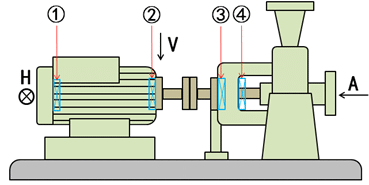
①~④に軸受けと呼ばれるベアリングがありますのでこの近傍で測る事になります。測る方向は、H(Horizontal : 水平方向)、V(Vertical : 垂直方向)A(Axial : 軸方向)があり、HとVは回転軸に対して直角に、Aは回転軸方向に測って下さい。
測った振動値はメモ帳や専用の記録紙に記録しておくと次に測った時に前回との比較が容易にでき、設備の劣化状態が判断しやすくなります。

建屋の場合は柱の近傍で測る
工場には様々なものを作る場所があります。特に製造過程で品質を左右する重要な機器や製作過程で危険な溶剤等を使っている場所では、地震発生時に設備を停止させる装置が設けられているところもあります。その様な建屋の振動を測る場所は殆どの場合、建屋の構造物である柱の近くを地震センサー(一般的にサーボセンサー)等で建屋の揺れを計測し、地震に備える工場もあります。
設備から異音がしていたら機器の振動を測ることをおすすめします
設備は運転開始から年月が経過すると徐々に劣化が始まり、あちらこちらで新品の時には聞こえなかった音や振動を発することがあります。そういった場合には、該当する部分の振動を計測し、なぜ発生しているのかを確認し、異常を早期発見することを薦めます。

振動を測る方法
振動を測る場合、振動の種類や周波数範囲を予め概ね決めてから計測する事になります。
振動の種類とは、振動の基礎でも説明しましたが、振動変位、振動速度および振動加速度のことを言います。
一般的に振動が持っている周波数によって、その種類は分類されます。下図が種類を分類する大まかな方法です。
横軸は周波数、縦軸は振幅です。
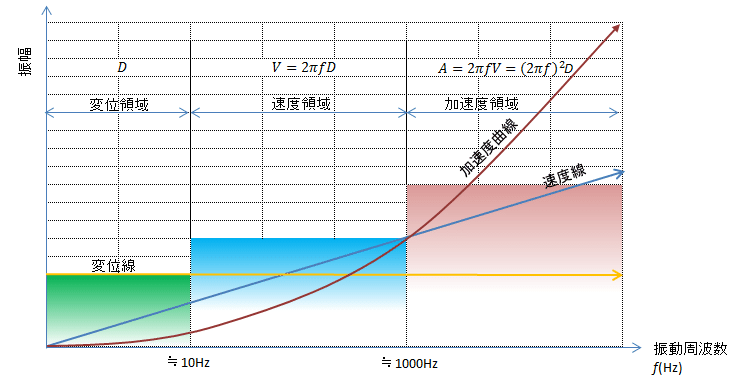
振動変位は、0Hz~約100Hzまでを測ります。振動速度は10Hz程度から1000Hz程度まで、振動加速度は1000Hz以上を測ります。
振動速度は特にISOで評価指針が示されている
回転機器等の軸受けの振動は、振動速度で測るように指針が出されていますので速度で測るようにして下さい。単位は通常 mm/sを使用します。
ISO規格、ISO 10816-3 : 2009に回転機械におけるコンディションの総合判
定に使⽤する絶対判定値の記載があり、速度のrms値(速度の実効値)
を総合判定に使⽤する様に記載がなされています。その図を下図に⽰します。これをISOの「振動評価基準」と呼びます。
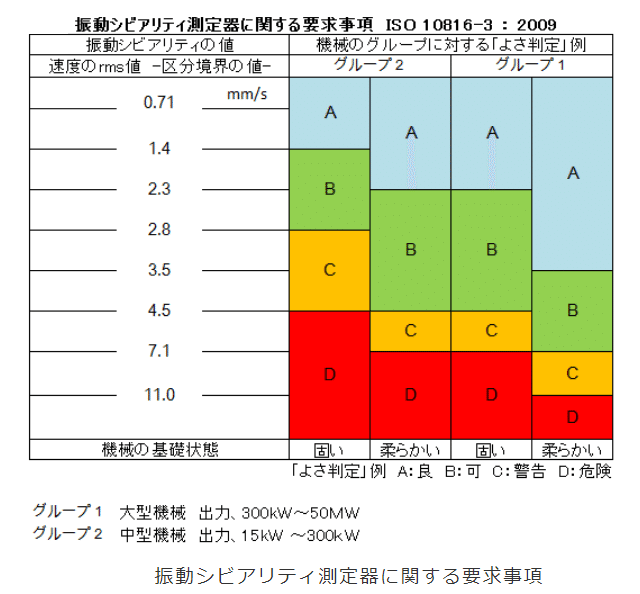
機械の基礎の状態でグループが分かれる
上記のグループ1とグループ2の違いは機械の出力ですが、さらに基礎の状態でも分類されます。基礎の状態が「固い」「柔らかい」の分類を以下に説明します。

振動測定は振動種類に一致した検出器と計測器を使用する
振動を測る場合には、振動の種類に一致した測定装置で振動を計測する様にして下さい。特に注意することは、検出器の選択とその信号を増幅する増幅器(アンプ)の選択です。
下の計測器は一例で、3軸の加速度センサーとアンプを示しています。
計測器には様々なものがありますが、目的とする振動種類が測れるものを選択するのが重要です。

軸受(ベアリング)以外はどこを測ればよい?
回転体のイラストで示した軸受け以外の場所を測定する場合には、振動のモードというものを考え、少なくとも5次モードまでを測るように心がけて下さい。
物体には振動モードというものが存在する
回転機器を問わず、全ての物体には振動モードというものが存在します。そしてこの振動モードは物体が固定されている状態(片側固定または両側固定)で異なってきます。
下の図は、片側固定時の振動モードと両側固定時の振動モードを表している図です。青で囲った部分が振動の波形(形)を表す振動モードで1次から5次までを示したいます。ピンクで囲った部分は、振動周期の接点となる「節」の位置を数値で表しています。


振動を測る場合、「節」には振動は現れません。ギターの弦とフレッドの関係を想像されるとわかりやすいと思います。
一方、「腹」は振動が大きく現れる場所です。
この「節」を避け、「腹」がある場所で、5次のモードまで測る場所をイメージして下さい。その場所が検出器を設置する(取付ける)理想の場所です。一般的に、物体が固定されている場所から全長の1/3の場所へ検出器を置くと正確に測れます。
本日の投稿はこれで終わります。
閲覧頂きましてありがとうございます。
次回は振動をどのように解析していくのかの流れ(手順)について投稿したいと思います。