鉄ー炭素系平衡状態図について

炭素の含有割合と温度によってどのような違いがあるのか。
鉄ー炭素系平衡状態図
鍛冶屋さんの遠回り日記 様より
http://knifecraft.blog.fc2.com/blog-date-200808.html

α鉄(フェライト)ー911℃以下の純鉄。体心立方格子BCC。強磁性体
β鉄ー約730℃で常磁性に磁器変態した純鉄。
γ鉄(オーステナイト)-911℃以上の純鉄。面心立方格子FCC。非磁性体
δ鉄(デルタフェライト)-1392℃~1536℃の純鉄。体心立方格子。
格子は違うが 氷→水 α鉄→δ鉄 になるイメージ?
マルテンサイトが固い理由について
マルテンサイトーFe-C系合金を安定なオーステナイトから急冷することによって得られる組織のこと。固溶強化・細粒強化・析出強化により固くなる。
固溶強化ー鉄の格子に炭素が入り込み結晶構造が歪み固くなる
細粒強化ーフェライト相の格子より粒が小さくなることにより固くなる
析出強化ー冷却中に固い炭化物が析出する
転位強化ー鉄分子の転位により格子欠陥の密度が高くなり格子が動きにくくなることにより固くなる(加工硬化に近いもの?)
格子の形について
鋼の熱処理ー第一鋼業編様より
https://daiichis.work/heattreatment/01_jyoutaizu.html
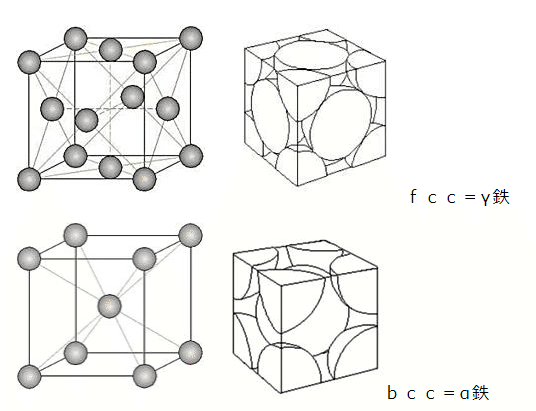
左の模型の黒丸はFe原子で右の模型は格子内の鉄元素の位置と大きさを表す
置換・・・模型の黒丸部分がFe以外に置き換わる
侵入・・・模型の間に小さな別の原子が紛れ込む
転位・・・模型の原子が整然と並んでいない状態になる
専用機械設計でよく使う材料と炭素含有量
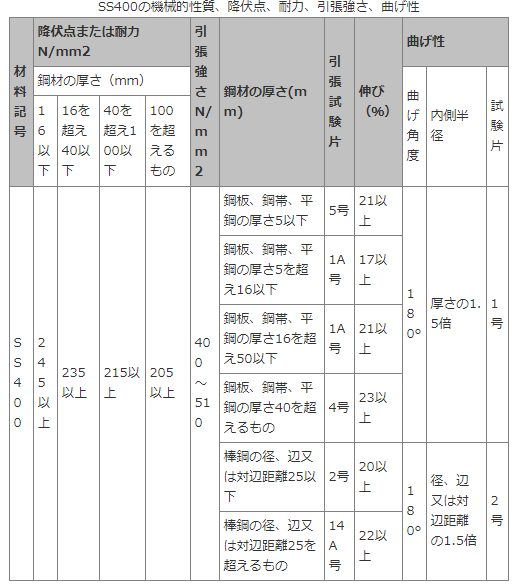
SS400ーおおむね0.15~0.2%で低炭素鋼且つ含有量にばらつきがある為、熱処理による硬度の上昇は比較的少なくあまりやらない。内部応力除去し加工後のそりを減らす為に焼き鈍し(720℃以上)をすることがある。
https://www.toishi.info/sozai/sxxc/s45c.html様から

S45C-0.42~0.48%の炭素鋼で汎用性が良い。
溶接ならーSM材、焼き入れならSCM材、安さならSS材



S35C-S45Cより溶接性を高めたもの。余熱を行って溶接をすると焼きが入りにくく脆くなりにくいはず。
興味からー日本刀の構造について
ohmura-study.net 様から
http://ohmura-study.net/008.html
参考サイトをみると刀の断面図が記載されており年代によって内部構造が違うことが分かりました。複数の鋼材を重ねたものや包んだもの、合金鋼を使用したものがあります。共通していることは刃先に近いところは微細なマルテンサイトが見られ刃先が鋭利になっていることです。