
テクダイヤ製 0.4mmノズルを試してみる #テクダイヤ #400umクオリティチャレンジ

2020年9月時点では非売品であるが、デュスペンサーノズルの製造などをしておられるテクダイヤの代表、小山さんが0.1mm、0.15mm及び0.4mmのノズルを配布されています。
興味ある方は小山さんのツイッターにダイレクトメッセージを送ってみてはいかがでしょう。
テクダイヤのノズルは非売品です。DMくださって主旨理解していただいた方にご提供させていただいてます。ぜひDMください。 https://t.co/8Vp5hMuazB
— 小山真吾 | Shingo Koyama (@KoyamaSkoyama) September 12, 2020
主旨というのは評価して、比較して、知らせてほしいということですね。
特に0.1mmノズルは難易度が高く、使用する上での知見が溜まっていないので、それをみんなで公開して蓄積しようという事でもあります。
Twitterでは下記のタグを使用して盛り上がっています。
#400umクオリティチャレンジ
#100umノズルチャレンジ
とりあえず0.1mmノズルで微細造形を少し試してみた
セットアップはSnapmaker Originalにテクダイヤの0.1mmノズル、Qholiaフィラメント、スライサーはCuraを使用して印刷スピードは50mm/sを基本にしている。
参考に前回までのSnapmakerと0.1mmノズル用のスライス設定
— はるかぜポポポ (@N3uuSp3ak) August 29, 2020
・レイヤー厚.075〜0.050mm
・ファーストレイヤー厚0.15
・速度50mm/sを基本にライン幅と強調して吐出速度を一定にする。
・リトラクション0.4mmまで減らしたけど気になる糸引きは無し
・温度はQholiaPLAにて215〜220、低いと強度が出ない



良いノズルが活きる場所
微細造形用の0.1mm、0.15mmも良いのだがそのあたりは他の人にすこし任せて、この記事では0.4mmノズル、特にフレキシブルフィラメントでの影響について書いてみようともう。
0.1mmノズルで印刷する中で、これは太いノズルでも意味があるのではないか?と思ったからだ。
特にTPUやTPEと呼ばれる柔らかいフィラメントは押し出すのが難しく、ノズルの影響が大きく出そうである。
とりあえずテクダイヤのノズルについてはこれを読んでおこう。
内面の表面粗さだとか、段差の無さ、内側の先端角度などが1つづつ高精細でスムーズな押し出しのために最適化されている。
が、それ以外にも特にTPUに効きそうなポイントがある。
フレキシブルフィラメントに効きそうなポイント
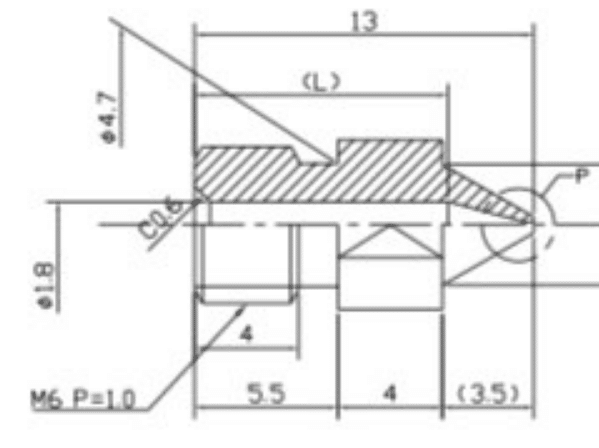
フィラメント入り口の直径が1.8mmになっている。
小山さんからテクダイヤのノズルの試作図面?の画像をもらったのでよく見てみると、内径が1.8mmになっている。
1.75mmのフィラメントを通すので、通常は2.0mm程度になっていることが多い場所だ。だがよく考えればここは1.8mm程度で問題ない。現在販売されているフィラメントはほぼ1.75±0.05mmの公差だし、一度入ってしまえばあとは流れで入っていける。
特にノズル内面の高温部分との接触面がタイトになるという事は、実質的な溶融に使える面積が増える。
また、溶けた樹脂の上向きの逆流やダンピングも少なくなりそうだ。そうするときちんと圧力が下向きにかかることになる。
TPUでの造形時では下向きの圧力がかかりづらく、チューブとフィラメントの隙間やフィラメントの弾性変形が悪さをする。
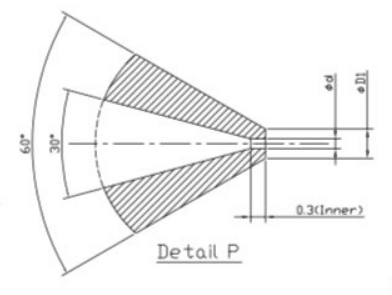
あと、ノズル先端もTPUの造形によさそうに見える。
D1直径がやや小さい。つまりノズル先端のフラット面がやや小さ目だ。
0.4mmノズルの場合0.7mmとなっていて、隣り合ったラインに熱を伝えづらくなっている。
※ちなみにE3Dの0.4ノズルだと1.0mmのD1
熱の引けが遅い樹脂でオーバーハングの印刷が難しくなるが、ノズルの先端形状で解決するかもしれない。
デメリットとしては隣のラインとの融着を妨げる可能性もあるが、これはスライス設定で促進することもできる。
先端が尖がっているけど印刷設定も十分に注意して研がないといけないだろう。
それとあまり縁が薄いとノズル先を潰す可能性が高まるので、リスクが出てくるが....
実際に試してみる①押し出し量
出来れば数字で性能差を確認したいと考えた。
最初に書いておくと、この項目は差が出なかった。
Snapmakerに施してある改造のせいもある。
手持ちで最も柔らかいフィラメントがeSunのTPEであるeLastic 85Aだったので、これを使って試してみた。
ノズル温度230℃、1mm/sで押し出した場合の突出樹脂量を比べてみたが特に差はなかった。
比較対象のノズルは手持ちの真鍮ノズルで程度の良い200円ほどの物を使ってみた。
まぁ、ギアが滑っているわけでは無いので同等に押し出せているようだ。

実際に試してみる②ダイスウェル
吐出後にノズル穴径に対して樹脂の直径が太くなったり細くなったりするのをダイスウェル(Die swell)という。swellは膨らむとか腫れる、乱れるという意味。バラス効果とも呼ばれるらしい。
溶けた樹脂が圧縮性流体として振る舞うので、特に高い圧力をかけて押し出す場合にノズル先から解放された瞬間に圧縮が解かれて直径方向に膨らむんだり、流速の不均一で樹脂直径が太くなる現象。
つまり、下記の場合にはダイスウェルが大きくなる。
・押し出し速度に対してノズル温度が低すぎる場合
・ノズルが詰まり気味な場合
・樹脂の粘性が低すぎてノズル中心と外周で速度差がありすぎる場合
・樹脂の弾性が高い場合≒柔らかいフィラメント
WikipediaとNature3D(@nature3d_)さんの記事も紹介しておこう。
ノズル交換前後で明らかに押し出された樹脂の太さと長さが違うのに気づき、ノギスで測ってみた。
手持ちの良いノズル: 0.56mm
テクダイヤのノズル: 0.38mm
TPEなので、ダイスウェルが大きくなる条件を持っているのだが、テクダイヤのノズルだとダイスウェルはきれいに抑制されている。
(樹脂が連続的に重力で下に引っ張られるので、0.4mmを下回っている可能性がある。)


低い圧力でノズルから樹脂が出ているので、ダイスウェルが小さく、素直に樹脂が押し出されているようだ。
要因としてはノズル内面の表面粗さが低いので壁面近くの流速が高くなること、ノズル内の段差がないことなどの要因で圧力損失が無い事などが考えられる。
実際にTPEでプリント
いつもの造船業 3DBencyでチェック。
やはりオーバーハングの能力はやや足りないので、もうすこし冷却風を強めにあてたいですね。
ノズル温度240℃で上限近いが糸引きは微小。
積層は0.16mmで速度は50mm/s近辺で調整。85AのTPEとしてはこれはかなりの速度です。エッジはきれいに出ているし速度の変化があるところでも破綻や造形面での変化は見当たらない。
押し出し圧力による造形の変化も見られないので、このへんはノズルの影響がありそうです。

以上、テクダイヤの0.4mmノズルでのTPU印刷チャレンジでした。
TPUのケースや実用品をどんどん印刷してみようと思います。
買いやすい値段でノズルが販売されると嬉しいですね。
いいなと思ったら応援しよう!
