
印刷時間を削り落とす! スライス設定チューニング with PrusaSlicer

スライサーはいろいろありますが、最近のお気に入りはPrusaSlicerです。
非常によくできたスライサーでしっかりと役に立つアップデートが定期的にあり、表示も見やすいと思います。
印刷品質は保ちつつ印刷時間を短縮したいという願いは常にあり、常に要求は現実の上を行くわけですが、その現実を引き上げることを人は進歩と呼ぶのです。
本記事は印刷品質と強度の低下を最小限にしつつ、可能な限り印刷時間を短くするスライステクニック集としたいと思います。
PrusaSlicerの予測印刷時間は加速度やリトラクションによる時間も加味されて概ね正確ですので、この予測時間を指標として設定を変更してみます。
比較用サンプルモデル
今回はこのPrusaMK3Sのエクストルーダーモータープレートを例にしてみます。5cmほどの適度な大きさでそれなりに複雑な形状です。
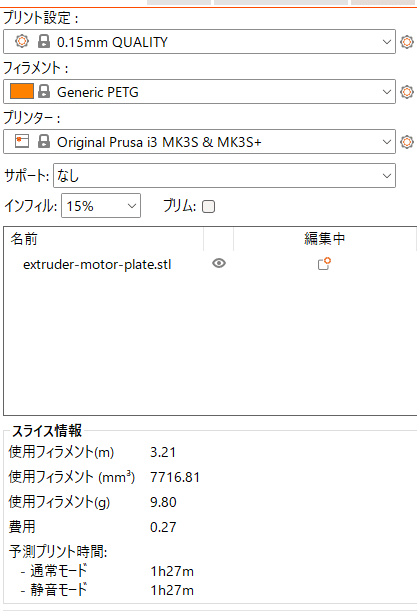
印刷時間はPrusaSlicerのプリセット設定で
・レイヤー厚み0.15mmの印刷品質重視のプリセット(0.15mm QUALITY)
・GenericPETG
・Original Prusa i3 MK3S+
の組み合わせです。
印刷時間は1h27分+予熱時間ということになります。

理論値ではどれぐらいの印刷時間で印刷できる?
理論とは言っても色々な理論がありますので、いくつかのシンプルな理論を例に印刷時間を予想してみましょう。
フィラメントの溶融限界速度
もしノズルをどれだけ速く動かしても印刷できるとしたら、何が印刷時間を決めるのでしょう?
実はフィラメントが溶ける速度の限界がきます。
使用フィラメント体積7716mm^3/sと出ていますので、この体積を溶かして押し出すためにはどれぐらいの時間が必要なのでしょう?
計算してみましょう。
実はPrusaSlicerのフィラメントの設定項目には最大体積押し出し速度という項目があり、押し出し速度がこれ以上にならないようにノズルの移動速度がコントロールされています。
PETGの場合は8mm^3/sとなっています。
(フィラメントが変わったり、ノズル直径が増えたりホットエンドが変わると増減します)

GenericABSなら11
使用フィラメントが7716mm^3、最大体積押し出し速度8mm^3/sですので、
7716/8 秒= 964.5 秒 = 16分 となります。
樹脂の押し出し速度のみに注目すると速くする余地がこれほどあるとは驚きかもしれません。
しかし実際にはこんな時間で印刷は終わらないのはなぜでしょう?
ノズルスピードが流量を使い切るほど速くない事、実際には指示速度への加速に時間が必要な事、リトラクションやトラベルの時間が必要な事などが主な理由です。
レイヤー厚み0.15mm程度の場合は最大体積押し出し速度に達することはほぼありません。
下の画像を見ると、最外周で1mm^3/s程度、速度の速いインフィルでも4mm^3/s程度で印刷されています。

印刷品質に関係のない場所でノズル速度をあげたり限界値に近い流量を発揮することができ、印刷時間が短くなりそうですね。
あるいはトラベルやリトラクションの距離や回数を減らしたり等でも印刷時間は短くなりそうです。
ノズルの加速度が無限大なら?
印刷中のノズルは加減速を繰り返しています。
つまり、ノズルが直線的に動いていない個所では実際の指示速度よりかなり遅い速度で動いている事がほとんどです。
もし即座にノズルが指示速度に達するなら、どれぐらい印刷時間は短くなるのでしょう?
ジャークの限界速度に非現実的な速度を入れてみましょう。
ジャーク説明が”加加速度”となっていますが、ファームウェアであるMarlinのジャークの解釈は速度・方向変更の時の動き始めの速度という意味で使われています。
つまりこのような値を入れると、いきなり指示速度で動き出すという前提で時間が計算されます。

標準では8mm/s
※ファームウェアの設定がありますので実際にはこのスピードでは動かないと思います。もし動こうとしてもモーターが上手く回転しませんので後で数字を元しておきましょう。
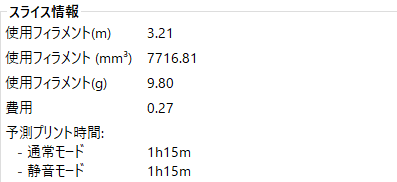
すると56分となりました。
つまり加速するのに30分もかかっているわけです。
加速度をあげたり、出来るだけ軌跡が直線や滑らかな曲線になるようにすると印刷時間が短くなりそうです。

リトラクションが無かったら?
リトラクションやZホップにどれぐらいの時間が掛かっているのでしょう?
これが意外と大きいのです。
リトラクションの距離をゼロにしてみましょう。
PrusaSlicerの仕様でZリフトもキャンセルされます。


糸を引きやすいPETGは上書き設定がされているのでこれも解除する。
12分もかかっています。
1h27分から12分ですから、14%もの時間がリトラクションとZホップに使われていて、そのあいだ樹脂を出していないのです。
強度や外観に関係ないような小さな箇所の塗りつぶしやインフィルの為に、リトラクションとトラベルをするのは印刷時間にとって痛手です。
なんとかしてリトラクション回数を減らす方法はあるのでしょうか?
印刷パスと印刷時間に対しての解像度を上げる
高度な設定でたくさんのパラメーターを表示する
表示の設定をたくさんのパラメータが表示される高度なモードにしておきましょう。

ビュータイプを切り替える
ビュータイプが初期では”機能”になっていると思うので、スライス結果の左上にそれぞれの部位の印刷時間が表示されているはずです。
どの部位にどれだけの時間が掛かっているかをまずは認識しましょう。
大きな代償無しに全てを一括で速くするパラメーターはありません。機能部位ごとに積み上げた結果が最終的な印刷時間の改善となります。
ですので、まずはどういう部分の印刷時間の影響が大きいのか把握しましょう。

割合や部位ごとのフィラメント量にも注目
左下にビューの切り替えがあり、いろいろな表示に切り替え可能です。
印刷速度や体積押し出し流量などから印刷時間を制限している要因が見えてきます。


加速度は考慮されていないので短い直線パスではこの速度は出ていない事に注意

PLAだと10mm^3/sぐらい、ABSだと12mm^3/sぐらいでリミットかかかる
表示オプションでトラベル経路などを表示する
表示オプションのチェックボックスをチェックすると様々な表示が加わります。必要に応じて表示を加えてみましょう。

スピードに(もっと)メリハリを
速度を割合表示にする
実は最外周やソリッドインフィル等の速度はmm/sではなく、関連する速度パラメーターからの比率で決定することも可能です。
数値ではなく比率に変更しておくとそれぞれのパラメーターが関連して動くので、印刷品質と印刷時間のバランスを取りやすくなります。

ファーストレイヤーの速度にメリハリを
ファーストレイヤーも標準だと一律20mm/sの設定ですが、これも比率に変更可能です。
半分の50%にしてみましょう。
印刷に失敗するようであればもう少し減らしても良いですが、多分ちょうどいい速度のはずです。

速度ビューでみるとこのようになります。
外周ループや短いパスは今までよりゆっくりで、塗りつぶし(フィル)の部分は35mm/sほどぐっと速度が上がり、メリハリが効いたスピードになります。
外周はしっかり定着させるために低速にする必要がありますが、フィルの部分はそれほど遅くする必要はありません。
面積の広いフィルがある場合は一層目の印刷時間がぐっと早くなります。

射出幅を微修正する
一層目
一層目に微小な形状が無ければ一層目の幅を少し増やしましょう。
定着させやすくなりますし、一層目の印刷時間もすこし短くなります。
0.42から0.5mmに変更すると約19%早くなりますね。
インフィル
のちほどやるインフィルの結合するのに関連して、少し太めにしておきます。
0.45から0.5mmに変更すると10%ほどラインの長さが減り早くなることになります。
トップソリッドインフィル
ちょっと細目の0.36~0.32mmぐらいにしてみましょう。
この設定自体はほんの少し印刷時間は伸びますが、細い部分まで埋まりますので後ほど説明するギャップの埋めをやめても品質が低下しずらくなります。
また軽いアイロニングの代わりになりますので、トップ層がきれいになります。

トップソリッドフィルはきっちり埋めるために細目にする。
インフィルを調整する
ここから先は
¥ 500
記事をサポートしていただくと、一層のやる気と遊び心を発揮して新しい記事をすぐに書いたり、3Dプリントを購入してレビューしたりしちゃうかもしれません。