
[FFF/FDM】ドラフトシールドによる反り対策

収縮の大きい樹脂や印刷物が大きい場合に使用する反り対策はいろいろありますが、ドラフトシールドはマイナーな手段のようです。
反り対策はヒートベッドの上の総合格闘技です。
樹脂の収縮を定着力と熱によってコントロールする方法を多く知り、身に着ければ勝率が上がります。
ぜひこの記事で追加の技を手に入れてください。
造形物の周りにある薄い壁がドラフトシールドというやつです。
— はるかぜポポポ (@N3uuSp3ak) January 22, 2020
ABSなどの反りやすい樹脂が反るのを抑えてくれるすごい奴ですが、今回は細かな飛地な造形エリアが多いので、一層ごとに樹脂を捨ててノズル内を安定かさせるために使用します。
テストには出ませんが覚えておくと役に立つ日が来ます。 pic.twitter.com/gkgSCAqjET
ドラフトシールドとは
下の画像のように印刷物の周りを囲う薄いガードを印刷する機能です。
これによって外気による冷却の影響を緩和し結果として印刷物の反りを低減させることができます。

実際に印刷するとこんな感じ

原理
ドラフトシールド役目はプリンタの周囲から寄ってくる冷風の遮断です。
ヒートベッド上で温められた空気は上に上昇気流をなって登っていきますが、登っていく空気がいた場所には前後左右から冷たい(室温の)空気が寄ってきます。
いくらパーツ冷却ファンを止めてもヒートベッドが原因の気流が印刷物を襲うことになります。
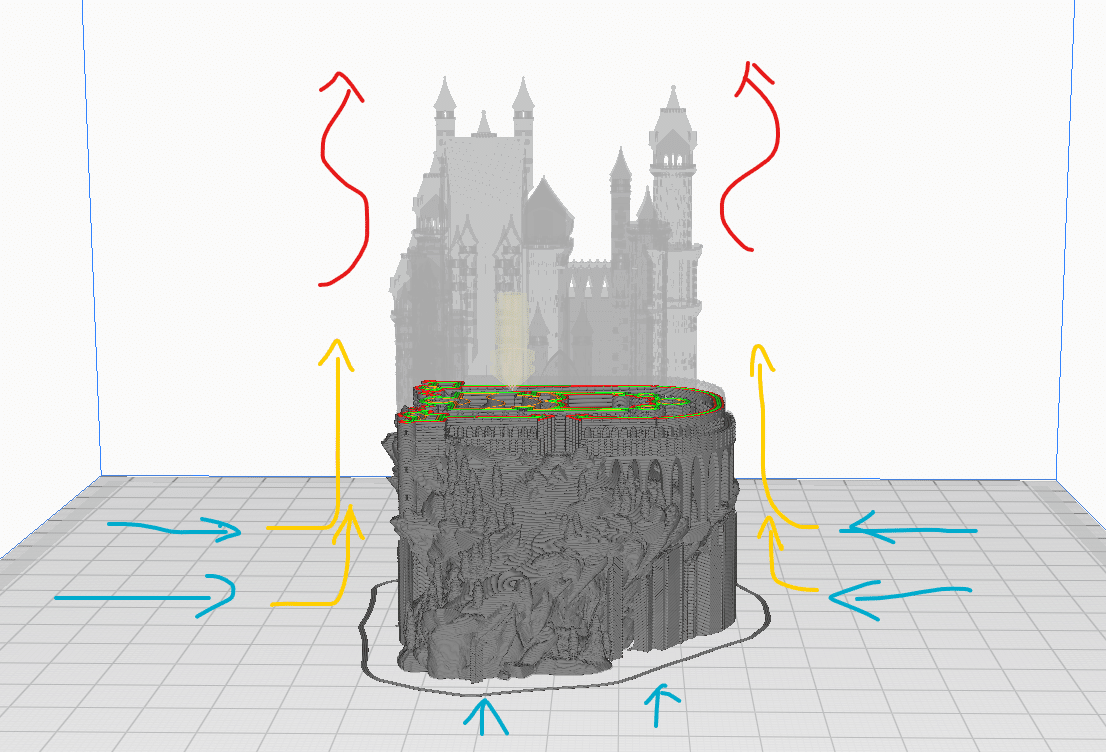
そこでドラフトシールド使用すると、造形物とドラフトシールドの間には温かい空気の対流が発生します。
この暖かい空気だまりは前後左右から空気の入り口が無いので、簡単には上昇せずにそのまま維持されるので、ドラフトシールド内は高めの温度で保持されます。

最終的には樹脂のガラス遷移温度近辺をゆっくりと通過しながら樹脂は冷却されていくので収縮は低減され、定着面周辺の温度も高めになるのでベッドとの定着力自体も高まります。
設定方法
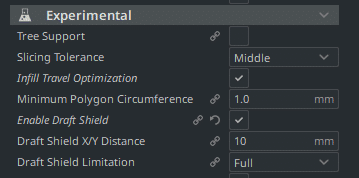
Curaの場合はExperimentalの項目に[Enable Draft Shield] という項目がありますのでチェックボックスにチェックを入れてください。
関連パラメーターとしては 、
[X/Y Distance] で造形物からどれぐらい離すかや、
[Limitation] でドラフトシールドの高さを設定することができます。
印刷の上部に長い印刷エリアが無ければ適当な高さまでドラフトシールドを生成するように制限しても良いでしょう。
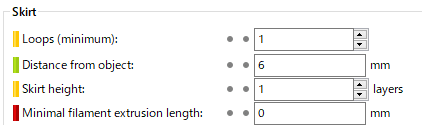
Slic3rの場合はドンピシャの項目はないのですが、
[Skirt height] に大きな値を設定するとドラフトシールドとして代用することができます。
印刷時間の増加について
もちろん、印刷物以外の樹脂を使うので印刷時間が伸びます。
そして結構これが馬鹿にならない時間です。
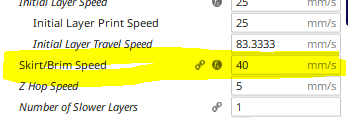
ドラフトシールドの印刷速度は [Skirt/Brim Speed] で指定されますので、支障がない程度に早めのスピードを設定すると印刷時間の増加を抑えることができます。
もちろん[X/Y Distance] を小さくすることでも印刷長さが短くなり増加は小さくなりますが、あまり小さいと空気だまりが小さくなり、効果が薄まる可能性があります。
目的外使用
「道具とは、常にその製造時点とは違う方法に用いられる物のこと」
と誰かが言っていましたね。
実は小さな印刷エリアが多い形状の場合、リトラクション回数が多くなることによる印刷低下を抑えることができます。
ドラフトシールドを印刷することでノズルの中の樹脂がリフレッシュされることにより樹脂の吐出が安定するためです。

ぜひ試してみてください
ABSやPETGの印刷や、最初は定着しているのにだんだんと反ってくる場合やどうしても積層の融着が不十分な場合などに一度試してみてください。
ぜひサポートを!
お役に立ちそうでしたらぜひこの記事を通じてサポートをお願いいたします!
いいなと思ったら応援しよう!
