
Snapmaker A250でポリカーボネートを印刷してみる

Snapmaker OriginalからSnapmaker 2.0になって3Dプリントヘッドの能力が上がっています。
具体的には
Original 250度まで
A150/A250/A350 275度まで
多分ヒートブレイクのテフロンチューブをやめたからだと思いますが、300度までいかないのは何か理由があるのかな?ノズルが真鍮だからでしょうかね?
この25度の差で何が印刷できるようになるかを考えてみましょう。
ブランドによって配合や温度に差がありますが、例としてPolymakerのフィラメントで確認してみましょう。
Polylite PLA 200〜220度
Polylite PETG 230度
Polylite ABS 240〜255度
Polylite ASA 240〜260度
Polylite PC 250〜270度
PolyMide™ CoPA 260度
PolyMide™ PA6-CF 280〜300度
PolyMide™ PA6-GF 280〜300度
Polymaker™ PC-ABS 250〜270度(要チャンバー)
Polymaker™ PC-PBT 260〜280度 (要チャンバー)
PolyMax™ PC-FR 250〜270度(要チャンバー)
PLAやABS、PETG以外にもASAやPC(ポリカーボネート)、PA(ポリアミド、ナイロン)なども印刷できそうです。もちろんヒートベッドは必要ですし、大物にはチャンバーが必要です。
今回はPolylite PC(ポリカーボネート)を貰ったので試しに印刷してみました。比較的印刷しやすいPCになっているそうです。
PolyMax PCというのもありますが、要求されるベッド温度がさらに高く、チャンバーも無いと印刷は難しいそうですが強度は一段と高いようです。
ノズル温度は270度、ベッドは90度の設定です。硬く耐熱温度が高い樹脂でそれなりに収縮もあるので、反りやすい樹脂です。今回は保温チャンバーが無いですが、できる限りの対策をしてみました。
反り対策
・ヒートベッドは出来るだけ高温に
言わずもがなですが、温度が高い方が反りづらいです。PCの場合は最低でも80度、必要に応じて120度程度まで欲しいところです。A250の限界が100度なので、少し余裕を残して挑戦してみました。
・レイヤーは薄めに
レイヤーを薄めにした方が多少反りづらくなります。融着強度をしっかり出す為にもやや薄めにしておきましょう。
・シェルとトップ&ボトムは薄めにする
シェルは2か3周ぐらいにしておきましょう。肉厚にするとそれだけ引っ張られて反りやすくなります。2周のシェルでも十分硬いはずです。
・インフィルは割合低めのGyroid
インフィル率が低い方が引っ張る力が減り、反りづらくなります。Gyroidにすると低いインフィル率でも天井が埋まりやすいのと、曲線で構成されたインフィルですので、収縮による引っ張り力が分散しやすいとおもいます。
・印刷物の冷却ファンは基本的に停止する。
忘れがちですが、ちゃんと止めておきましょう。一気に冷却すると簡単に反ります。
・大きめのブリムとドラフトシールド
ブリムはベッドの温度を保ちつつ、定着面を広くしてくれます。また、ドラフトシールドを使うと側面から冷風が寄ってくるのを防いでくれます。
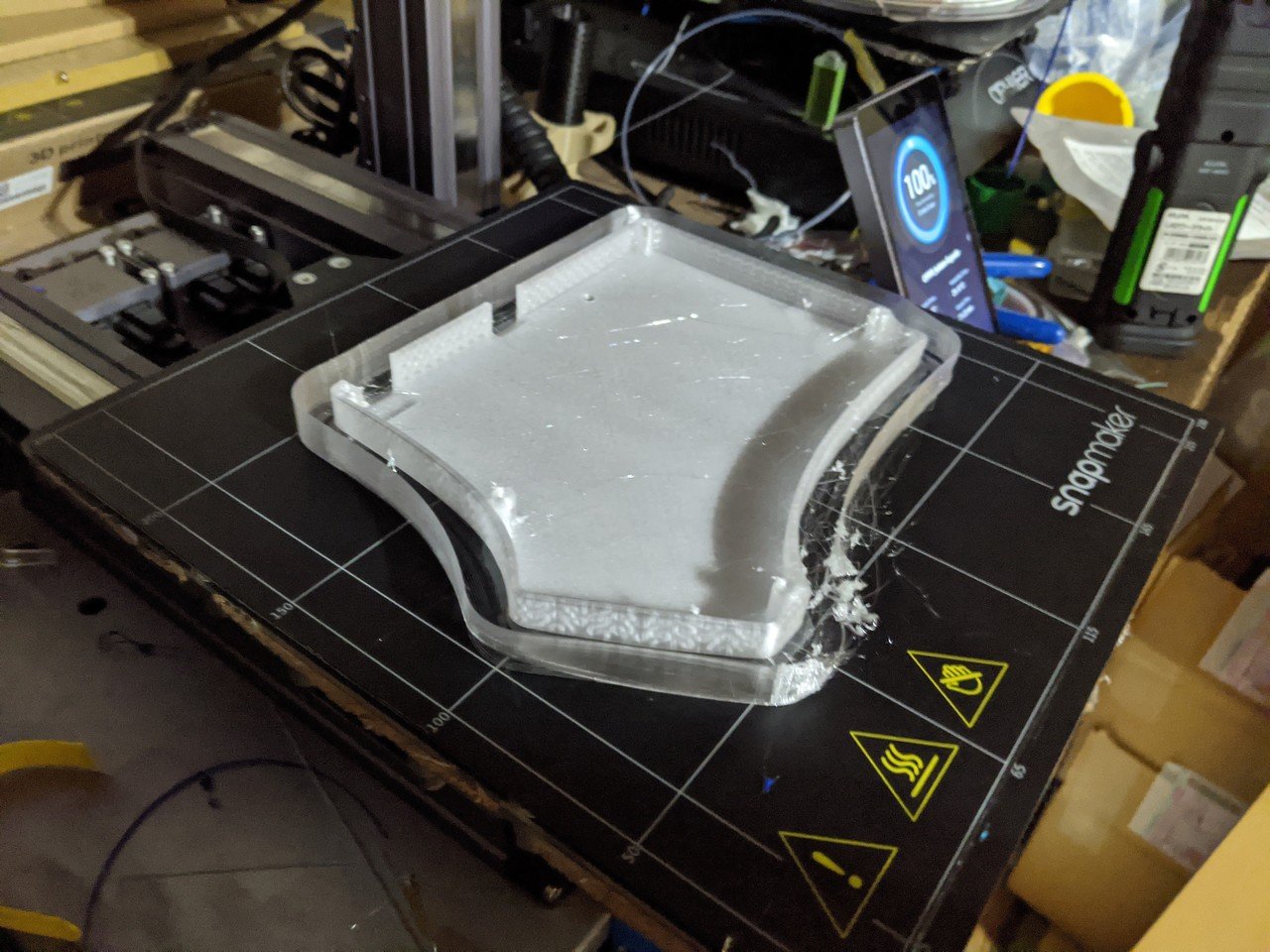
レッツ印刷
こんな感じになりました。
ベッドから浮いてはないですが、バネ鋼板のベッドごと曲げられているようです。😅


小さい物はこんな感じで問題なし

定着がしっかりしていても土台ごと引っ張りあげられるとは予想外でした。
XY方向に大きなものはチャンバーで丸ごと温めて、ゆっくりと冷却させる必要がありそうです。
次はIKEAのLACKを使ったエンクロージャーを作って挑戦してみようと思います。
最後に
ぜひ記事へのサポートやご購入をお願いします。
ご購入していただくと記事の更新がお届けできます。
また、色々な記事をマガジンにまとめておりますので、ぜひフォローしてみてください。
ここから先は
¥ 100
記事をサポートしていただくと、一層のやる気と遊び心を発揮して新しい記事をすぐに書いたり、3Dプリントを購入してレビューしたりしちゃうかもしれません。