
Snapmaker J1Sで破壊分離サポート材(Breakaway Support)の有効性確認

今回、Snapmaker J1Sで破壊分離サポート材(Breakaway Support Material)の有効性を確認したので、記事にしたいと思います。
結論
AnkerMake M5とSnapmaker J1Sでテスト印刷した際のサポート材と接する面を比較すると、Snapmaker J1Sで破壊分離サポート材(Breakaway Support)を用いて印刷した方が、明らかに滑らかな面を実現することができるとがわかった。


AnkerMake M5は、シングル吐出ヘッドなので、サポートは、印刷物と同じフィラメントを使うことになる。サポートと接する面のギャップ調整するなどの最適化をしても、面の粗さは多少残る。
それに対して、Snapmaker J1Sは、IDEXのデュアル吐出ヘッドを有しているので、印刷物とサポートを各々のヘッドで印刷することができる。したがって、サポート材に破壊分離サポート材(Breakway Support)を使うことにより、かなり滑らかな面を実現できる。
検証方法
テスト印刷モデル
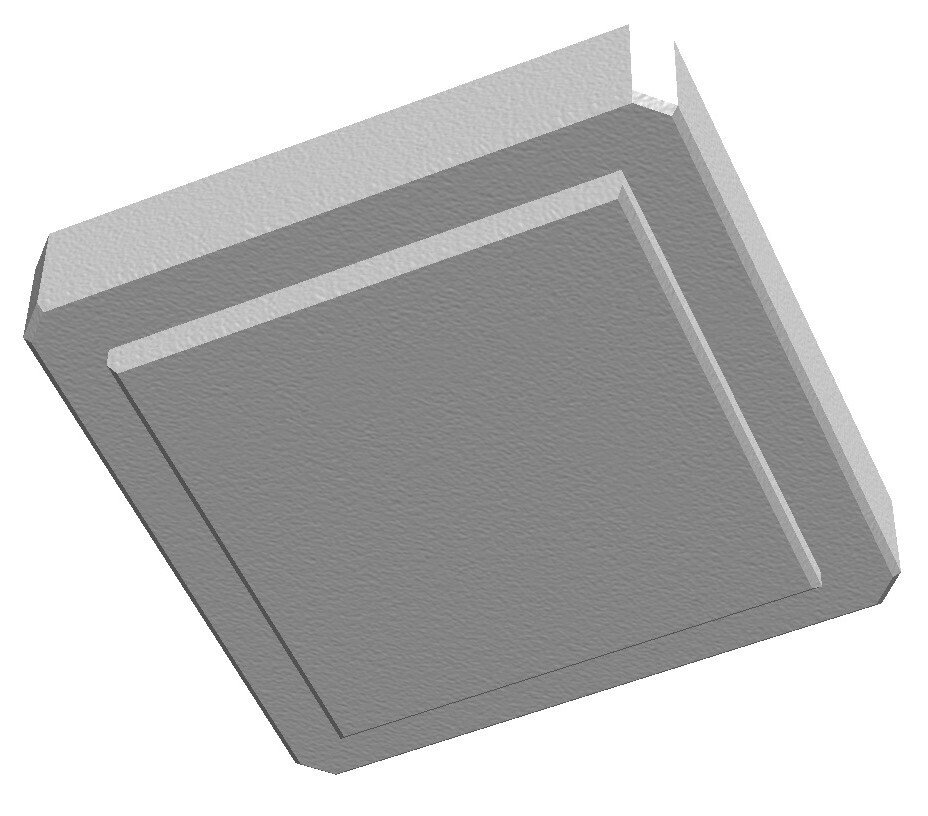
テスト用として、□42mmX10mmの形状を用意しました。
底面から2mmの段差面をサポート材で受ける構造です。

各スライサーでのサポート表示
Anker Make M5では、印刷物と同一のフィラメントを使用することになります。
一方、Snapmaker Luban(スライサー)では、サポートをどちらかの片方の吐出ヘッドに割り当てることができます。サポートの条件は、予備実験により"0 Gap Support"にしました。


使用したサポート材
Snapmaker J1Sに付属のBreakway Support for PLAを使用しました。

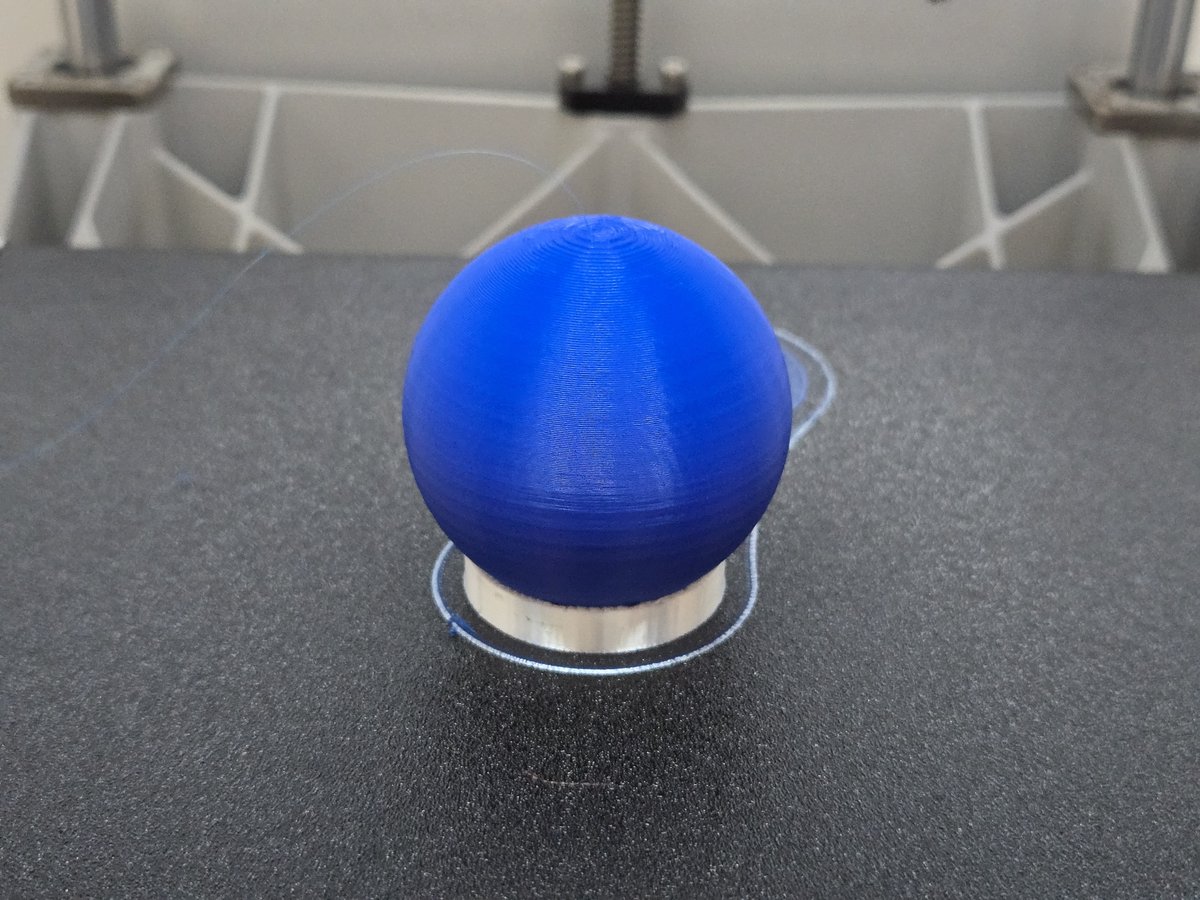
曲面のサポートは、
球状の曲面で、同じサポート印刷条件で印刷してみたが、サポートと接触する面は、かなり荒れた結果となった。
サポートを剥がす際に、サポートが印刷物に食いついて、分離がかなり難しかった。完全に分離できず、一部が印刷物に残った。
球面では、地図で見かける山の等高線のように積層印刷されるので、微小な高さ方向の段差部でも接触し、接触面積が多くなる。その結果、サポートの食いつきがよく、分離が難しかったのではないかと考える。

今後は、
今回は、サポートに破壊分離サポート材(Breakaway Support)を使用したが、今後は、水溶性サポート材(PVAフィラメント)を使用して、曲面を含む有効性を確認する予定である。
参考
Snapmaker J1Sでのサポート印刷の様子



Snapmaker
今回は以上です。
ご参考になればと思います。