
エクストルーダーのBMGクローン品への変更時の覚書

環境
Printer Model: Anycubic Kossel Linear Plus
M/B: SKR 2.0
F/W: Klipper v0.11.0-190-g19877425
Extruder Motor: Stock motor
購入したもの
https://ja.aliexpress.com/item/1005003423850142.ht
参考情報
組立方法とかはここ。
ストックのエクストルーダーの分解と組付け
これを入れ替える

モーターをとりはずし、シャフトについている歯車を付属のものに交換。歯車の向きが間違えやすい。



付属のマウンターを取り付け

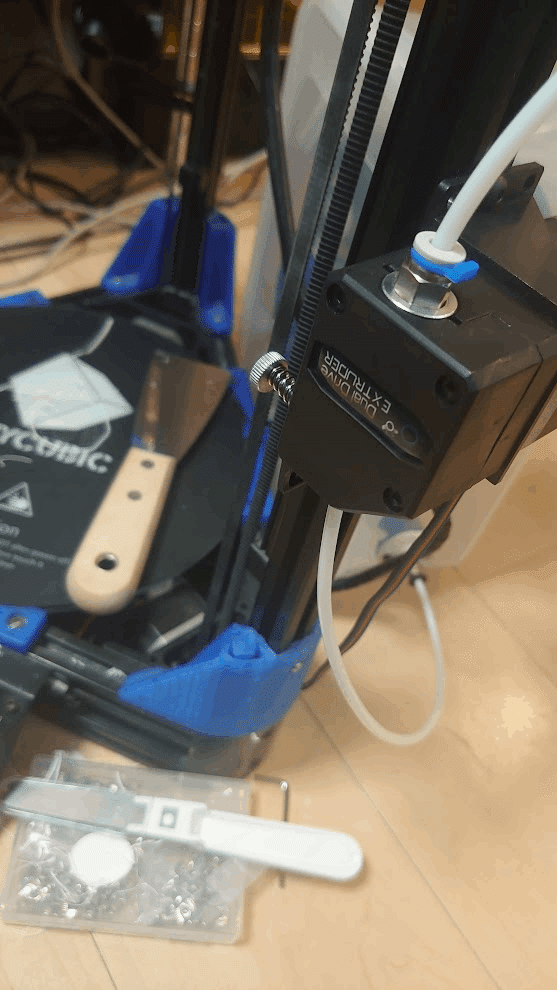
エクストルーダーを取り付け

本体に取り付け
Klipperの設定
テストでload、unloadしてみると動きが逆→ギア一個増えたからそうなる。あとはギア比に合わせて送り量を反映させる
反転設定
ギア比の反映
反転は特に悩まない。ギア比はrotation_distanceをいじるという人もいたけれども、とりあえず本家でも言及されているgear_ratioをいじる方向で。ドキュメントではBMGは3:1というけれど実際は50:17だよ、と書いてあったので、その値を使う(クローン品でもここ一緒?)。
# 反転したので、dir_pin設定をPD14から変更
dir_pin: !PD14
# gear比を追加
gear_ratio: 50:17printer.cfgでまずは変更。
試しに印刷してみると、明らかに送り量が足りない気がする。printer.cfg の rotation_distanceは一回転したときに何mm送るかという指標。これはもともとはLukas氏の設定ファイルの値そのままに、33.333とかに設定していた。

元の構成だと、一回転するときにフィラメントに当たっているギアはこれ。直径が10.9mmなので、外周34mmとなり、設定していたrotation_distanceと同じくらい。

BMGの場合はフィラメントと当たっている部分の直径は 7.3 mm ちょいくらいなので、rotation distanceは 22-23 mm程度。これにギア比をかけるという事になりそうなので、かなりずれていた。となると、直径7.35mmとして外周計算して、
# 反転したので、dir_pin設定をPD14から変更
dir_pin: !PD14
# gear比を追加
rotation_distance: 23.079
gear_ratio: 50:17とやればよさそう?もうあまりこれ分ける必要もなさそうなので、以下のようにまとめてもよいかも。
# 反転したので、dir_pin設定をPD14から変更
dir_pin: !PD14
# gear比を統合
rotation_distance: 7.84686ちなみに、本家のklipper settingをここで見てみると、gear ratioの代わりにrotation distanceを変更するのがお薦めされている。
ただ、ここでの説明は天下り的にe-step (1mm送り出すのに必要なステップ数)が415なので、それに従って以下の式を使って rotation distanceを計算しろとなっている。
rotation_distance = full_steps_per_rotation * microsteps / steps_per_mm
(ただこれはもともとMarlin 等でsteps_per_mmの値を設定していた人がこの変換式を使うのであって、givenなパラメータはやはりrotation distanceじゃないかと思う)
e-stepの説明を見ると、415となるのは、1回転で3200 microstepsの場合の値なので、元の値を逆算すると7.710843くらい。一方、実測ベースから合わせると、23.079*(17/50)=7.84686となりちょっとずれている。
この辺は結局実測合わせになるので、とりあえず50mmフィラメント送って実測値で補正してみたところ、rotation distance は7.86くらいに落ち着いた。
とりあえず当面はこれで運用する。
使ってみて
もともとのエクストルーダーだと、 eSUNのマットPLAが削れて空回りすることが多かった。気持ち送り出しミスが減った気がする。