BambuLab X1-Carbon 0.2mmホットエンドを試す

はじめに
前回の記事で取り付けた0.2mmホットエンドのテストをします。
3記事分くらいのボリュームだったのを無理やり1記事に収めているので内容は薄いかも・・・。
とりあえずいってみよっ!
プリント条件
材料はBambuLab純正のPETG-HFのグレーです。
PLAで造形すればおそらくもっときれいに出力できる気がしますが、最近の私はPETGがメインなのでこれで行きます。
基本的にPLAよりも粘りが強いのでPLAに比べると細いノズルでは造形品質的には不利です。
スライサーの設定ですが、Bambu Studioにプリセットされている設定をそのまま使います。今回はきれいに出力するのが目的じゃないので。
出力で使用するプリセットは以下の通りです。
0.4mmホットエンド
0.2mm Standard
0.12mm Fine
0.08mm Extra Fine
0.2mmホットエンド
0.12mm Standard
0.08mm High Quality
0.06mm High Quality
造形するモデルはKSR_FDMTESTと3DBenchyの2種類です。
こんな感じで並べてプリントしました。

次から結果になりますが、私が気になったことしか書かないので内容的に参考になるかは微妙です。
造形時間の比較
造形時間は下表のとおりです。
スライサーの計算結果と現実の差はほぼありませんでした。

0.2mmノズルの場合は造形時間が大幅に増加しますが、これは0.4mmノズルに比較して速度が遅いためです。
下の図は同じ積層ピッチ0.12mmでの速度設定ですが、すべての造形速度において0.2mmノズルは遅くなっています。
加えて0.2mmノズルは0.4mmノズルよりも面積当たりの往復回数も多いので余計に時間がかかります。
ざっくり計算で、速度が半分、往復回数が2倍必要だとするとおおよそ計算が合いますね。

KSR_FDMTESTの造形確認

ノズル0.2mm/ピッチ0.06mmは途中でスパゲティ検出で停止したのでそのまま中断しました。そのまま続けても造形はできそうでしたけどね。
PETGということで糸引きが出やすくなっています。
吐出するフィラメントの断面積が小さくなると蜘蛛の糸のようにまとわりつきやすくなるので、ノズル径が小さくなったり積層ピッチが薄くなると造形物にゴミとして付着する量が増えます。
糸引きは冷却の影響が大きいのでスライサーの設定を調整することで改善は期待できます。
ブリッジの状態
どちらのノズルも積層ピッチが薄くなるとブリッジの造形が甘くなってきます。
ピッチが薄くてもノズル径が小さいとたわみが減ることから、ブリッジは吐出断面の大きさ(要するに質量)の影響が大きいことがわかります。
糸引き同様、ブリッジの出来栄えも冷却の設定が大きく影響していますので、設定次第で改善できるかもしれません。

積層痕の状態とエッジの確認
ノズル0.2mm、ピッチ0.06mmがダントツにきれいですね。
うっすら積層痕が見えていますが、触ってもそれが積層痕だというのがわからないくらいの出来栄えです。
表面の凹凸具合、文字のエッジを見ても解像度の差がよくわかります。
当たり前の話ですが、ノズル径が異なっても積層ピッチが同じなら積層痕の見え方はおおよそ同じです。ただし、ノズル径が細い分、平面方向のピッチが細かくなるので触った感触はやはりノズル0.2mmが滑らかに感じます。

3DBenchyの造形確認

基本的な感触はKSR_FDMTESTと同じです。
ブリッジ形状の再現性
やはり積層ピッチが薄くなるとブリッジは荒れます。
ブリッジがきれいにできる目安としてはノズル径と積層ピッチが2:1くらいの関係までではないでしょうか。

上の画像の窓の上端を見るとわかるのですが、0.2mmノズルの角はえぐれた形状になることが多かったです。
この辺りはスライサーのパラメータ調整で改善可能ですが、細いノズル径でのブリッジ形状の注意点といえるでしょう。
同一積層ピッチでのノズル径の違い
ノズル径が違っても積層ピッチが同じなら積層痕の見え方がほぼ同じというのは上の写真を見ればわかると思います。
現物をじっくり観察するとそのほかの形状の出来上がりの違いで出来栄えの差は出ているんですが、間隔が広いブリッジや0.4mm径では表現できない形状が含まれていないのであれば見分けはつかないかもしれません。
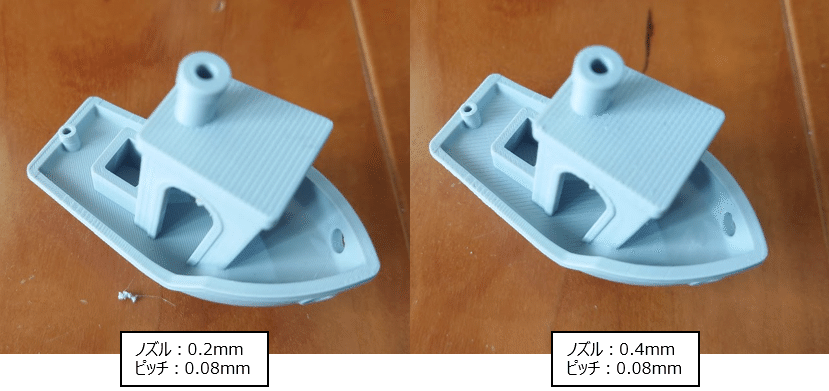
解像度の違い

比較的よく使われるであろうノズル0.4mm/ピッチ0.2mmとデフォルトパラメータの最高解像度であるノズル0.2mm/ピッチ0.06mmの違いが一番わかる写真です。
ノズル0.4mm/ピッチ0.2mmも単体で見るとほとんど不満はありませんが、やはり並べてしまうとその解像度感の違いは明らかです。
屋根部分や前方の縁の部分の滑らかさはFDMとは思えないレベルです。
何も考えずにデフォルトパラメータを指定しているだけなのにここまできれいにできるのか!と驚きと感動でむしろやる気をなくしそうな勢い(笑)
Ender3をいじっているときの苦労を考えればあり得ないレベルの完成度です。
0.2mmノズルが適しているのは?
この記事では一部分しかフィーチャーしていませんが、実際は様々な部分の寸法を測って比較しています。
寸法精度に関しては問題なし。ただし、2部品でのはめあいの条件は0.2mmノズル用に再考したほうがよさそうです。
私なりに0.2mmノズルを使うべきシチュエーションを考えると、
・強度よりも見た目を優先したい
・サポートなしで作りたい場合に間隔が広いブリッジが存在しない
といった感じです。
細かい機械部品よりはフィギュアなどの見た目重視の造形に用途は限定されるかも。
サンプル召喚
0.2mmノズルの造形に適したサンプルとして某乗合猫を召喚してみました。


屋根の模様の再現性が一番わかりやすい違いですね。
しっぽの縞々模様のテクスチャも0.2mmノズルはよく再現されています。

ネズミライトの形も0.2mmノズルは耳まで難なく造形できています。
純正フィラメント、プリセット設定でこの仕上がりは本当に驚異的です。
控えめに言ってヤベーです。
まとめ
0.2mmノズルの性能評価としてプリセット値で造形確認を行いました。
造形時間は大幅に長くなるものの、形状の解像度は比べるまでもなくきれいに造形できることがわかりました。
ノズル径が細くなるとブリッジ形状が造形しづらくなるため、サポートをしっかり入れてあげるなどの対策が必要です。
ちなみに私の場合、高解像度の造形用に光造形の3Dプリンタ(Halot-Mage 8K)を運用していますが、私の用途ではX1の0.2mmノズルで十分ニーズが満たせてしまうことがわかりました。
後処理前提であればもう光造形プリンタは不要と言い切ってもいいくらい。
交換が面倒ですが、0.2mmホットエンドは今後活躍してくれそうな期待があります。
お金があったら0.2mmノズル用にP1Sが1台欲しくなります。
さいごに
内容を無理やり圧縮して1回の記事に収めたので読みづらかったかもしれませんが参考になれば幸いです。
それでは、またの機会に~!