TPEフィラメントを扱う際の苦難(課題)まとめ+試作結果【オリ鉢研究日誌#2】

前回この記事で試しまくったTPEで、ついに本番プリントをしてみた記録。
コスト面でも品質面でもモールド作りの素材としては現状一番良いのだが、とにかく手が掛かって大変な思いをした…。
今回見つかった課題(苦難)をまとめておいて、作業環境をアップデートしていこうと思う。
TPEにたどりつくまでの、過去の失敗歴
私はものづくりも3Dプリントも始めたばかりのガチ初心者なので、素材・制作方法・必要な道具のすべてにおいて知識ゼロの状態から暗中模索している。
素人なりにこの2週間で試行錯誤してたどり着いたTPEだが、それまでの失敗歴も残しておきたい。
①TPU素材での3Dプリント
3DPガチ初心者のため、設定方法がわからず糸引き・ほつれがひどく断念。(後述のフィラメント送り出し不良も要因の一つ)
PLAよりは柔らかいものの、モールドとしては固く柔軟性に欠けることも微妙な点だった。
②PLA素材での3Dプリント
印刷難易度は低いものの、当然だが柔軟性ゼロなので、作ったモールドから素材(この時は石膏ではなくモルタルを使ってた)を抜く際に破壊するしかない。再利用できない型では量産不可かつコストも掛かるので却下。
③自作シリコンモールド
PLA素材で作った型にシリコンを流し込み、シリコンモールドを作る試み。
試行回数を少なくしたくて最初からそこそこの大きさの最終形を作ろうとしたところ、4000円ほどしたシリコンが流し込みの途中でなくなるという大失敗。鉢は構造体のほとんどが空洞な分、シリコンも大量に必要であることを学習。コスト面で断念。
※小さいモデルで調整を繰り返して完璧な設計にしてから本番に移るべきという非常に大きな学びになった。。
おさらい:今回の使用機材
今回起こっている苦難は使用機材・環境ユニークなものも多いので記しておく。
3Dプリント知識はもちろん、使う機材によっても苦難やレベルは桁違いに変わると思うので参考程度に。
3Dプリンター:Bambu Lab A1 mini

フィラメント:eSUN Flexible TPE
苦難① 印刷設定が難しい
印刷の難易度が高く初心者には扱いが難しいのがTPU。
そのTPUに似ており、さらにマイナー素材なため日本語での推奨スライス設定が全然検索に引っ掛からないのがTPE。
とにかく何度も作って設定を調整するしかなく、小さいモデルで試作を繰り返した。
細かい設定や実験結果は前稿を参照されたし。
苦難② 吸湿性が高く糸引きしやすい
TPU・TPEなどの軟性フィラメントは特に吸湿性が高く、乾燥や湿度管理がマストらしい。
実際、本当によく糸引きする。

ノズル温度の調整でかなり改善はするものの、放置してたらどんどん劣化していくに違いないので、きちんとした管理を徹底したい。
乾燥・湿度管理・フィラメント送り出しの3つができるということで、早速amazonでフィラメントドライヤーをポチってみた。
どれくらい印刷精度が良くなるか見てみたいもの。
あと温湿度計、シリカゲル、真空圧縮袋も買った。
苦難③ フィラメントの送り出しができない
最大のイライラポイント。これが語りたくて記事書いたもん。
紙スプール+軟性フィラメントはクソ
コスパ重視で選んだeSUNのフィラメントは、巷で評判最悪の紙スプール。
摩擦が大きく、フィラメントの送り出しがしづらくなるというレビューを多く見かける(※安いフィラメントは大体紙)。
紙スプールとはいえ、PLAを使った時は順調にフィラメント供給ができたのだが、柔らかいTPU・TPEではできないのだ。
詳しい原理は分からないが、軟性フィラメントの場合エクストルーダーが引き込もうとしても、途中のフィラメントがびょーんと伸びてしまい、スプールまで引っ張る力がうまく伝わらないのでは?と思っている。
開封したばかりのフィラメントだと特にスプール+未使用フィラメントの重量があるから、エクストルーダーの力が伝達しにくい&重さに負けることで、スプールが全く回らなくなる。
つまり、いちいち手でフィラメントを引っ張ってあげなきゃいけない。
これで何度失敗したことか……!!!!!!そして初心者がこの原因に辿り着くまでにどれだけの時間がかかろうか…!!!
今回の本番印刷時も、印刷時間が4時間半掛かるので気分転換がてら近所のカフェに行こうと思ったのだが、フィラメントが送れなくなるのでこんな感じであらかじめ結構な量のフィラメントを引き出しておいた。

外出先でも気が気じゃなく、こまめにアプリを開いて進行状況をチェックしていたら、2時間ほどで異常がカメラに映っていた。
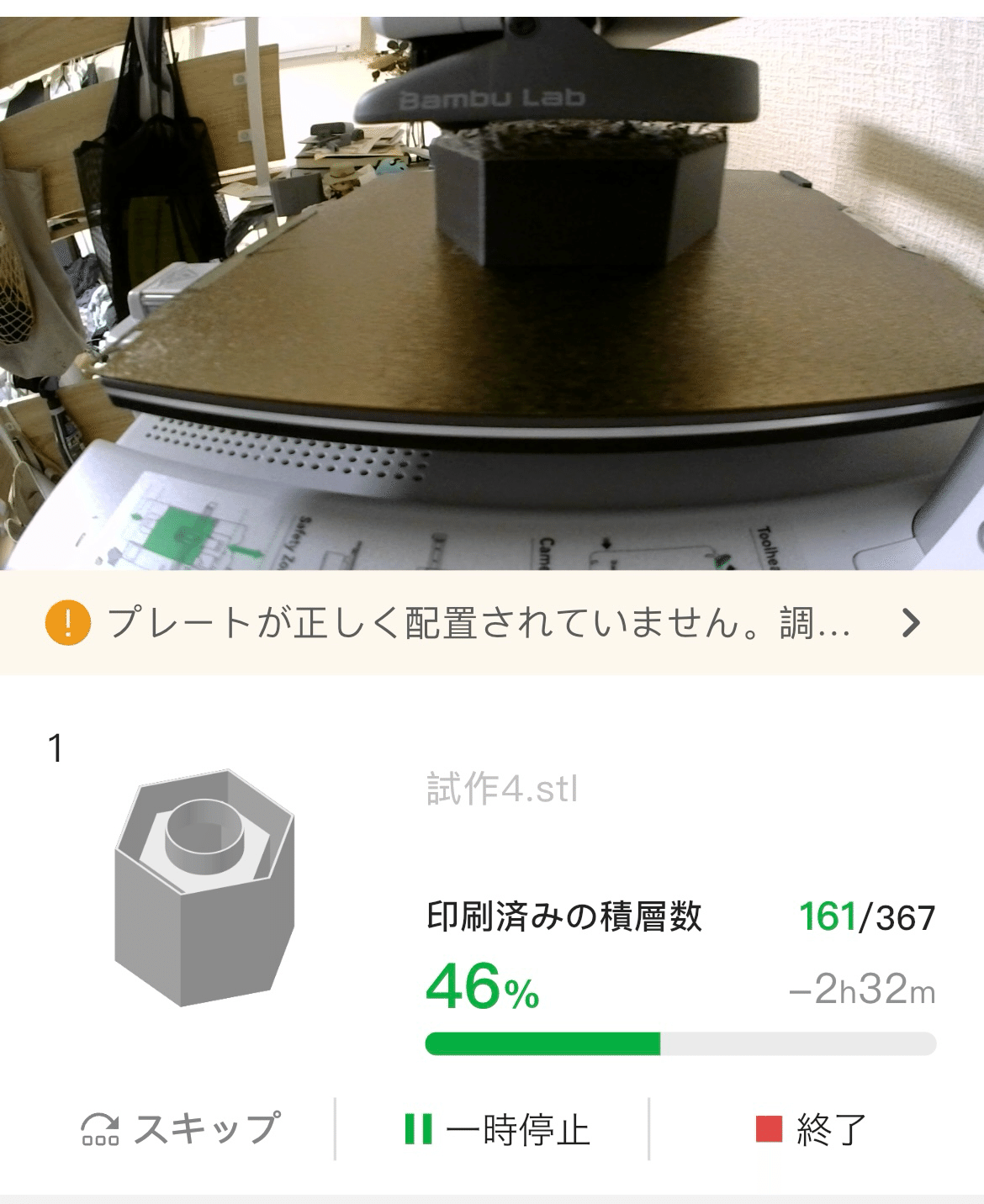
ハ!!!荒れてる!!!やばい!!!!!!となり、遠隔で一時停止して速攻帰宅。
ゴリゴリに絡まってた。

いやまあそうなんだけど、いっぱい引き出した私が悪いんだけど!
カフェも行かせてくれないのか君は!!!!!!!
結局この後も失敗し、ある程度の長さまでフィラメントを引き出しておき、15分ごとにタイマーをかけて再度引き出してあげる、ということを4時間半繰り返した。介護か。
前述の湿気対策でフィラメントドライヤーを検討していたわけだが、その際もフィラメントの送り出しやすさを最重要視した。
印刷中に高頻度で世話しないといけないのは、今後の3Dプリンター運用を考えると致命的だ。
ポチったドライヤーでなんとかなればいいなあ。。
苦難まとめはおしまい。
あとは完成レポートです。
やっと完成(ちょっと失敗)
何度も何度もフィラメントの送り出しが止まってはやり直し、を繰り返し、やっっっっっっっと完成……!!!!!

この時も、途中で一回フィラメントを手動で引き出すタイミングが遅れてしまい、供給がうまくいかなかった箇所が。

この部分がどうなるか…とヒヤヒヤしつつビルドプレートから剥がしたら、、

やっぱ裂けた😇
1箇所だけなので、もうセロテープで補修して一回石膏流し込みやってみたいと思う。使い捨てになっちゃうけどしょうがない。
本番試作の評価
前稿の実験で丁寧に設計・設定を調整したので、裂けた部分以外はかなり良い感じの出来に!
厚み・しなやかさ・強度・非可塑性どれもかなり理想に近い形になった。

ただ予想外だったのは、小さいモデルで実験した時とは違い完全に裏返すのはできなかったこと。
上の方をひっくり返すのがやっとなので、石膏を詰めた時に取り出すのがちょっと難しいかも。
壁をもっと薄くして柔軟性を上げる
鉢の空洞にあたる部分(真ん中の六角形)の面積を狭くし、モールドの壁をひっくり返すスペースを広げる
の2択だが、これ以上強度を落とすのは無理なので後者で調整していくしかなさそう。
あまり分厚い鉢にしたくなかったが、こればかりは仕方ない。
もしくは、市販のシリコンモールドを見習って外側に張り出す取手部分を付けることでモールドの外しやすさが変わるかもしれない!
あとひっくり返す際、六角形の角の部分の抵抗がすごかった。角は丸く設計すべきかも。

まだまだ荒削りだが、この2週間の中では一番の進歩。
鉢の完成に大きく近づいたので、失敗だらけでもとても嬉しい!
ものづくりって楽しいね!!!

次回は、セロテープで雑に補修した今回のモールドに石膏を流してみたいと思います。