化学の観点から解説する現代めっき技術シリーズ第八回「めっき液・めっき皮膜の評価・解析法―めっき皮膜の評価法第二回―」

1.はじめに
お久しぶりです、Hazaculaです。気づいたら前回投稿から1か月以上たってしまいました……。今回は接触抵抗、摺動性、はんだ接合信頼性、ワイヤボンディング接合信頼性についてご説明しましょう。
2.接触抵抗
電子部品のうち、特にコネクタ類は金属同士の接触で電流を流します。そのため、接触箇所の抵抗が小さいことが必要です。この接触抵抗の評価を行うのが接触抵抗測定となります。その測定は、プローブと呼ばれる接点をめっき表面に特定の荷重で接触させて、抵抗値を測定することで行われます。

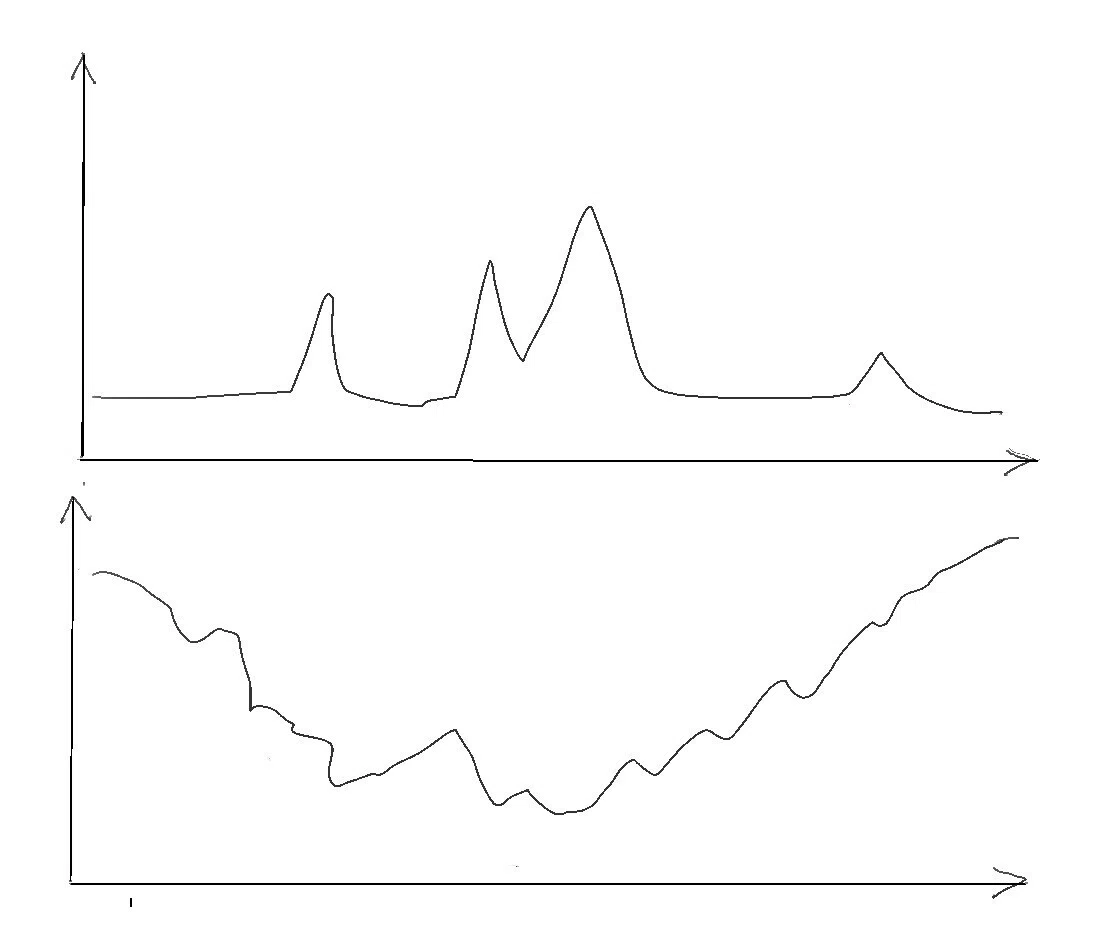
一定荷重でサンプル上をスイープさせて接触抵抗を測る手法と、荷重を変化させて各荷重ごとの接触抵抗値を測る手法の2つがあります。グラフはこんな感じになります。

指標としては色々ありますが、私が知っている最外装が硬質金めっきのコネクタの場合は、大体5~10g荷重で5mΩ以下という指標が使われるようです。普通にめっきしただけならまず5mΩは切るのですが、例えば封孔処理などを行って表面に付着物がある、熱処理により下地の金属が最表面にまで拡散し酸化する、などが起こると接触抵抗が上がってしまうのです。こういった表面の異常を検知するのにも接触抵抗は役立ちます。
ちなみに接触抵抗が良くないサンプルの測定値のグラフは次のようになります。
3.摺動性
摺動性もコネクタ類に必須の評価法です。これは、一定の荷重でサンプル表面を擦り、その時の動摩擦係数を測定するというものです。基本的には動摩擦係数が小さく、且つ何度こすっても動摩擦係数が変わらないものが優秀と言うことになります。動摩擦係数が大きいということは、コネクタの挿抜に力がいるということであり、動摩擦係数が変化するということは挿抜で表面が削れてしまっているということに他ならないからです。
実際の摺動性試験装置は以下の図のような感じで、サンプルの上に摩擦相手のボールを一定荷重がかかるようにセットし、前後に一定速度で動かし続けて動摩擦係数を測定するというものです。大体50往復とか100往復の摺動を行って、動摩擦係数の絶対値と時間変化を調べます。

動摩擦係数も、表面の削れやすさ削れにくさや、最表面に載っている各種表面処理剤などに影響されます。そのため、これら最終表面処理の性能調査のための評価としても使われることが多いです。実際のグラフは以下のようになります。

4.はんだ接合性
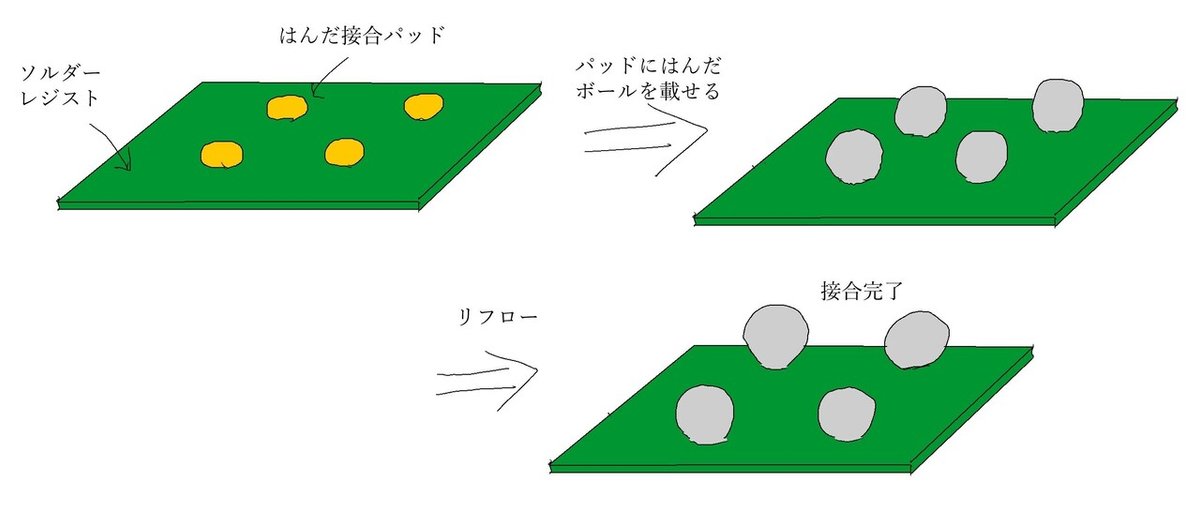
電子部品の接合には、多くの場合はんだによる接合が行われます。そのためはんだ接合に関する評価も重要です。ちなみに電子部品のはんだ接合には、基本的にはんだボールあるいははんだペーストとリフローが使われます。これは、半田接合する箇所にフラックス(いわうるヤニ)とボールあるいはペースト状に加工したはんだ材料を付着させ、リフロー炉という炉に入れて熱をかけて一気にはんだ付けを行うというものです。半田接合する箇所は多数あるので、はんだゴテで一つ一つつけるのでは追いつかないからです。
はんだ接合に関しては、大きく分けて3つの評価法があります。濡れ広がり性、メニスコグラフ、CBP試験の3つです。それぞれご紹介しましょう。
はんだ濡れ広がり性とは、コネクタなどでよく使われる評価法で、平板状のめっきサンプルの上にはんだボール(球状に加工されたはんだ)を置いて一定条件で加熱し、はんだボールがどれだけ溶けて広がるかを調べるものです。メニスコグラフは、溶融したはんだの槽内にサンプルを入れ、どれだけ短時間ではんだが濡れるかを調べます。CBP試験とは、実際に試験基板に実装したはんだボールを引っ張ったりして、その強度と破壊モードを見る試験です。それぞれ見ていきましょう。
はんだ濡れ拡がり性測定では、図のように平板状のめっきサンプル上にフラックスを塗ってはんだボールを載せます。それを260℃(SnAgCuはんだの濡れる温度)のヒートプレート上に載せ、30秒程度加熱してどれぐらいの面積まではんだボールが広がったかを測定するのです。実際には、実装工程の前後で熱処理が既に行われているため、サンプルを一旦加熱して熱負荷を与えてから濡れ広がり測定を行うこともあります。

濡れ拡がり径が大きいほど性能が良いということになります。ちなみに、はんだ濡れ性が悪い(はんだとの合金を作りにくい、はんだを弾いてしまうなどの)場合は、濡れ拡がり径が小さくなります。場合によっては、はんだが濡れることなくリフロー後に取れてしまうこともあります。はんだ濡れ広がり性は、最表面の付着物(封孔処理剤など)や、最表面の金めっきの性質、下地のめっき皮膜の性質、金表面への下地の拡散と酸化などにより影響を受けます。そのため、めっき皮膜の性質を評価するのによく使われます。コネクタ類で使われることが多いです。
メニスコグラフは、はんだが濡れ広がる速度を評価する方法です。具体的なやり方は、溶融したはんだを入れた層にフラックスをつけたサンプルを入れます。はんだが濡れないうちは、浮力+表面張力でサンプルを浮かせようとする力が働きますが、はんだが濡れると重さが変わりさらに表面張力によって今度は液中に引っ張り込もうとします。この重さの変化を測定することで、はんだが濡れるまでの時間が分かります。リードフレーム(PPF)などで用いられることが多い評価法です。
実際の測定は下図のような感じで、溶融はんだにサンプルを突っ込んでから濡れるまでの時間を評価するのにゼロクロスタイムが使われることが多いです。

CBP試験は、接合したはんだボールを引っ張ったり削いだりして無理やり破壊し、その時の破壊のされ方を評価するという評価法です。例えば、はんだボールを無理やり引っ張って引っぺがそうとした場合、はんだボール自体が壊れるのはOKモードですが、はんだ接合面で剥がれてしまうのはNGモードとされます。はんだ接合面で取れてしまうということは、はんだ接合が何らかの原因で上手く行かなかったということだからです。これは例えば、めっきの不良(金めっきが付いていない箇所があった、下地の腐食が激しかった、金めっきの表面に異物が付着していた等)の他、フラックスの塗りが甘かった、リフローの熱が不十分だったあるいは過剰だった、などの原因が考えられます。つまり、めっきだけでなく実装工程全体の問題により接合不良が発生するのです。そのため、めっき液メーカーはもちろん、めっき屋さんも実装屋さんも使う評価法となっています。ちなみに、プリント基板やパッケージ基板でよく使われる評価法です。

5.ワイヤボンディング接合性
ウェハーとパッケージ基板などとの電極を接続する方法の一つがワイヤボンディングです。ワイヤボンディングとは、金やアルミニウムや銅などの配線でウェハーと基板の電極を接合する方法です。具体的には、接合する電極を大体120~150℃程度に加熱し、ワイヤボンダーという装置で接合面にワイヤを押し付け、超音波振動を与えて接合します。
ワイヤボンディングの評価も、CBP試験と同様に接合したワイヤを無理やり引っ張って、引きちぎれるときの“ちぎれ方”で評価します。ワイヤが切れるのはOKモード、ボンディング接合面で剥がれるのはNGモードです。こちらもやはり、めっき皮膜の性能に左右されます。下地からの拡散だとか、最表面の異物だとか、金めっきの良し悪しに左右されます。そのため、めっき皮膜の物性確認のために使われることが多いです。

6.まとめ
いかがでしたでしょうか? めっき皮膜の評価法にも色々とあります。求められる性能性質に応じて、どの評価法を使うかといったことが決まってくるのです。
さて、今回は物性評価法でしたが、次回はめっき液や皮膜の分析法をご紹介しようと思います。
それでは、Adios,amici!
Hazacula.