
TIG/半自動溶接用ウェルディングポジショナー製作その2

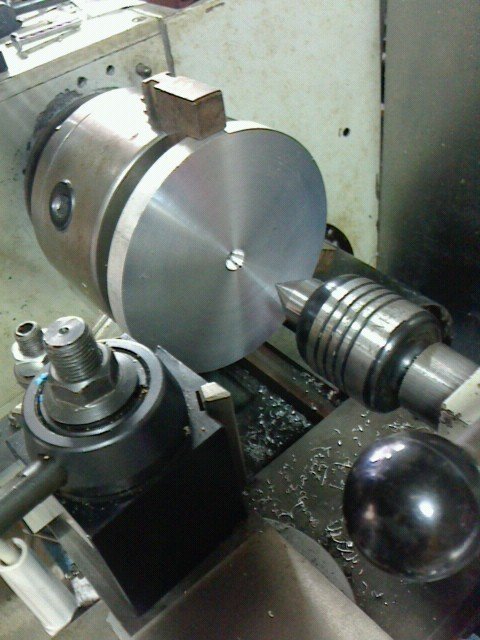
タイトル画像のように最初は長いまま削ろうと。卓上旋盤にギリ載せられるこれの加工は実際は汎用旋盤が必要で断念した。奥の鉄板でこのあとスプラッシュガードを作りました。旋盤稼働頻度があがったので。
主軸パイプ端にフランジを作る。

面を修正してチャックとセンター合うようボスを造作して合体させる。

大スプロケットを付けるよう加工したが、後ほどチェーンでこのスプロケットを駆動する設計はやめた。内径をφ60に拡大するわけですが、面板に固定できず、

捨て板に接着。
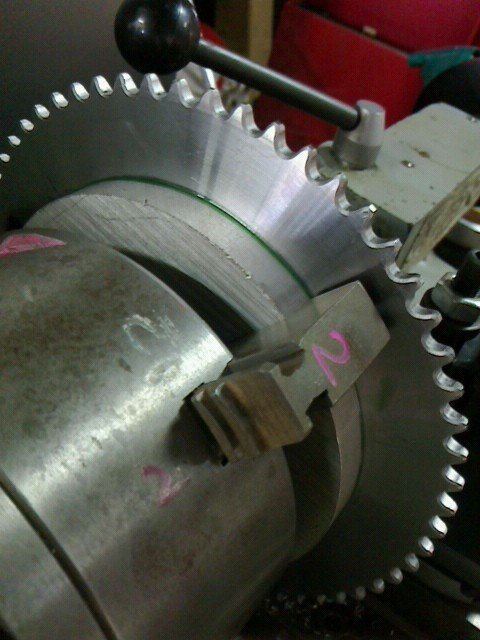
緑色はロクタイトです。接着だけで削れます。
どうするべかー、ギアボックス+チェーンでイケる(のちほどボツに)
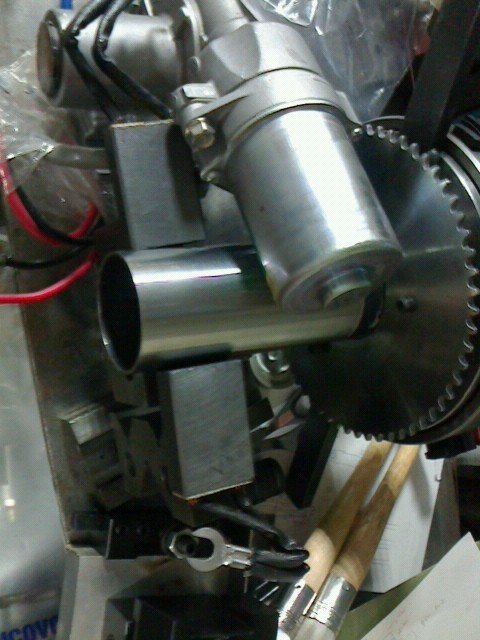
上の画像の四角いのはカーボンブラシ。銅ほど導通が良くないので接触面積を大きくすれば克服できるんじゃないかと。
ベアリングキャリアを2枚削り出し。重ねて旋盤に咥えて4面出し。今後ロクタイトをチャッキングに頻用しますが、冷静になると高価な嫌気性接着剤の使い方として間違い。

まとめ
主軸にチャックフランジを造作し、ドリブンスプロケット装着したがこのあと使わない方向に軌道修正)