
漉き機の送り(feed roller)の歴史と丸刃内側研ぎ

あくまでわたしの想像なので誤りがあるかも、昔のことを調べるのは大変です。手工業分野はなおさら。
砥石の送りはもともと丸刃の内側を砥ぐためだったんです、というのはここで書いてたかどうか?それ関連の記事。
日本にまだ漉き機の影も形も無かった明治の終わり頃のFortunaの送りローラー幅は34mmでした。現在主流の50mm幅の送りをつけようにも本体を削らないと入りません。

幅34mmの砥石、そして鉄のギザ送り、日台中で作られていないだけ、今も使われていますよ。

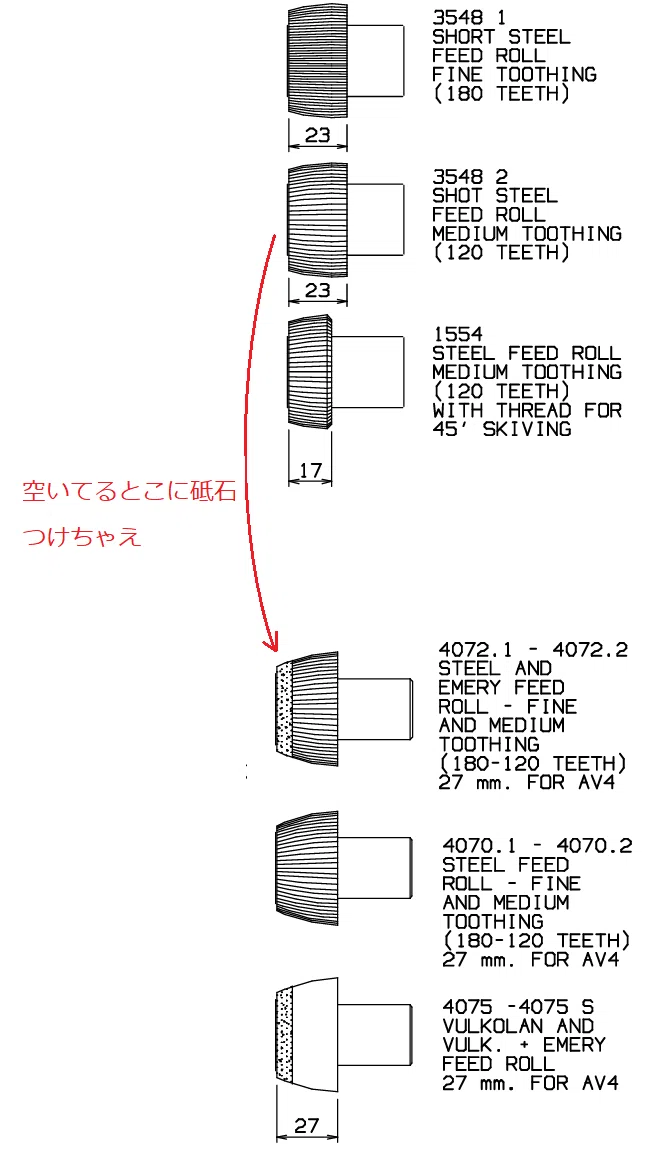
その後ウレタン製ができて、次にウレタン砥石ハイブリッドが

なんのために砥石つけたのかというと、そもそもこの材質で送りを作ったのは刃研ぎの際に内側のカエリを砥石部分で落として積極的に刃を整えるためです。ウレタンや、鉄ギザだとそれはできませんから空いたとこに砥石を付けたわけ。それ以外に砥石ハイブリッド仕様の合理的説明ができるならぜひご教示ください。
キノコ型の送りはヘリ漉きというよりストラップ縁の面取りのような、端面露出が多い方面で使うそうです。厚くて硬い革で使われるので鉄ギザがメイン、刃を整える頻度は当然高いわけですがそのたびに砥石送りに替えるわけにもいかないし、でやはり砥石部分を付加、
ってことは余って使っていなかった幅全部の送りでもいいわけか、とできたのが50mm送り。幅50mm未満のベルト等を一発で均一に漉けたら嬉しいからで、幅広い革をすこしオーバーラップさせつつ何度も漉くいわゆるベタ漉きに使う押えでなかったはずが遠い日本という国で何十年も経ってから…の話はここではしません。

砥石送りだと丸刃研ぎがキレイに仕上がり、製造誤差の偏心ぶん切っ先がフレるのも補正できるわけなんですけど、端に砥石をつけたかったもう一つの理由は吸引ダクトや研ぎ火花ガードカバー等完全装備の漉き機だと手持ちのカエリとり棒がうまいこと届かなくなりがち、ってのもあるかと。
砥石の送りで内側を砥ぐといっても、丸刃の内側にテーパーが見えるようになるほど研いだらダメです。切っ先の裏に一周当たり筋がついたとこでやめる。やりすぎたら外から研いでリセット。片刃包丁の研ぎと同じ感じ。
砥石送りによる内刃研ぎがロストテクノロジーみたいに忘れ去られてるのは、明治末期よりは丸刃製造精度が高くなり、刃内側はカエリ取りする程度でもそこそこキレイに切れる刃になるからでしょう。日本で漉き機が模造される頃はもう50mm送りが主流、研ぎ後にカエリ取り棒でもOKとされていた、と。現在流通している安い中華刃でも丸刃の内径は2/100mmの振れしかなかったし、使ったことないけど国産の刃だとさらに精度が高いのかも。動画等で丸刃外径の振れがどうこうと指摘している方を見かけますが、外径は研いだ後は刃先にならないところですから製造上重要とされておらず、内径よりだんぜん振れているのが普通です。
まとめ
もともとは砥石送りを丸刃の内側の研ぎに使っていた話。
砥石の送りで丸刃に擦るくらい近づけて使ってるなら刃先の内側がそれで整うのでカエリ取り棒使う意味ないですよ。「いやカエリ取り棒を使わないと漉き筋が…」の場合は
誰から教えられたか知らないけど砥石送りが丸刃にぜったい当たらないよう隙間を空けてしまってる
のではないかと。当たるか当たらないか、ときどきチャリチャリいうくらいを狙います。刃研ぎのときだけはブランコストッパーネジを緩めて少し樽を上げる。
鉄ギザだと当てたら刃先が負けるので0.2mmは空けます。