
メタリック系のPLAにアイロンを適用する

シルク系を含むメタリック系のPLAフィラメントは、FDMの3Dプリンターで金属調の部品が作れる面白い材料です。
下の画像を見てください。
上面が平らな部品だと、外周と内側で色むらができてしまいます。
通販サイトの商品説明に用いられているプリント例の多くが花瓶や仮面、フィギュアなど、全体が曲面で構成されたモデルである理由はこれですね。
どうやら金属調のフィラメントは、輝き成分の配向によって外観が変化し、その配向はノズルの軌跡に依存しているようです。
そこで、PrusaSlicerの私の最近のお気に入り機能の「アイロン」を試してみました。
アイロンは熱せられたノズルで部品の上面をなぞる動作をします。これによって輝き成分の配向が均質になるのではないかと目論んだのです。

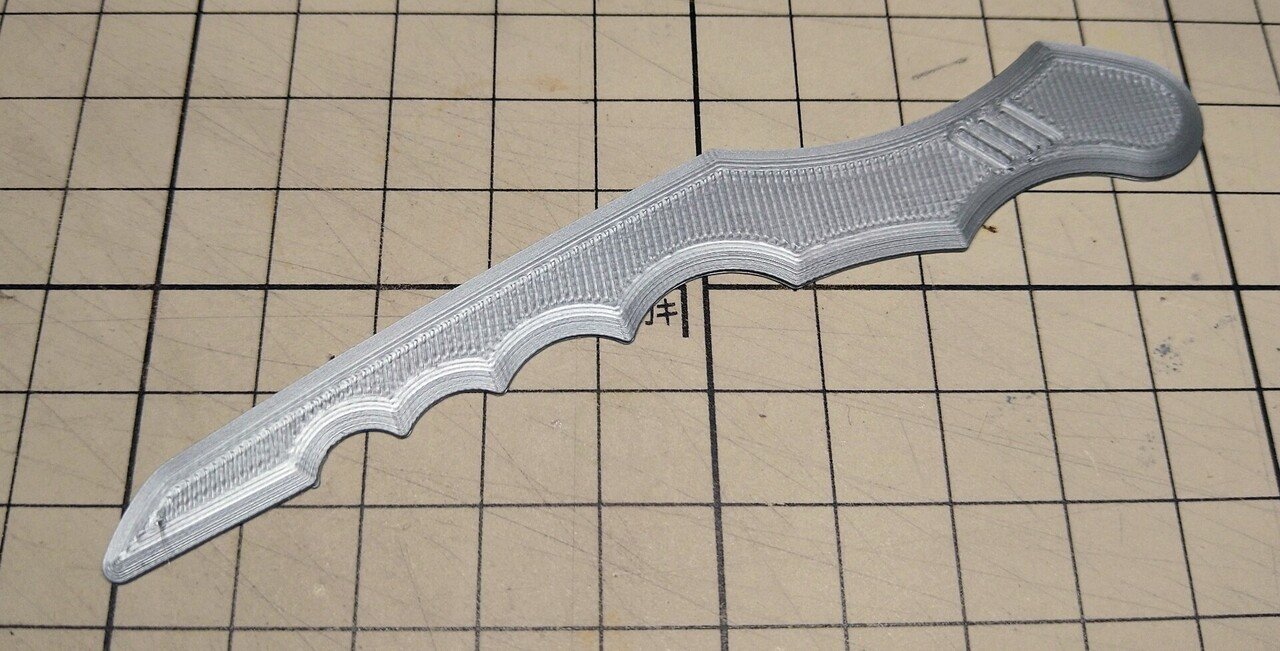
手前がアイロンを適用した設定でプリントしたものです。上面の光沢の差異が低減し、表面もかなり平滑になっています。ちなみにこれは現状で一番良い結果のものです。
アイロンがけの動作中は表層にそれなりの負荷がかかるのか、インフィルの密度が低いとインフィルのパターンで凹凸のような模様が発生します。

裏から見るとこんな感じ。

この部品は軽く作りたいので、底面のレイヤーを0にしてまで軽量化をはかっていたのですが、50%程度以上のインフィル密度は必要なようです。
なお、アイロンによって表面の材料が移動するため、外周や穴のエッジに刃物を研いだあとの"カエリ"のようなバリ状のものが付着したりします。これらの処理はデザインナイフなどで削ぐようにして切り取ると良いです。

なお、アイロンの動作は縦書きの文章のように奥から手前に、そして改行してまた奥から…という動作をします。したがって、斜めのスリットがあるような場合には、スリットが鉛直になるように部品の配置角度を調整すると改行動作の影響範囲が狭まるので外観が改善します。

まだ改善の余地はありそうですが、やらないよりもずっと良くなるという感触は得られました。
2022/03/19加筆

積層ピッチを変えてみました。今までは外周の面取り部分の緻密さを求めて0.05mmでやってきたのですが、0.1mmでプリントしたところ、さらに幾分きれいになりました。写真では似たりよったりに見えますが、現物ではそこそこ違いがあります。とはいえ、やっぱり面取り部の品質は0.05mmに分があります。そこで両者のいいとこ取りをねらって最上面だけ0.1mmに設定したものをプリントしてみました。

これまでで一番キレイなものができました。
とりあえず、今回必要な部品はこの条件で数を揃えて進めようと思います。
良い3Dプリンターライフを!
Twitterで3Dプリンターを使用したゾイドのレストア記事をスレッドで展開中。https://twitter.com/Cambrian1980/status/1477896922933624833?t=gtWyPgAhAOoyzY8smPiLUw&s=19
3Dプリンターに関するTipsや試行錯誤は単発で発信しています。
ゾイドはタカラトミーの登録商標です。意匠に関する著作権もタカラトミーに帰属します。