
シルクフィラメントの光沢の違い

Bambu lab の wiki 情報によると、シルクフィラメントは印刷速度によって光沢が変化するらしい。
Printing with silk filaments | Bambu Lab Wiki
画像も載っているので、目視で違いを確認できる。
左は 150mm/s ,右は 30mm/s で印刷している。
確かに違うね。

150mm/s なら快適レベルですが、30mm/sは古き良き時代性能です。
車でいうところのスバル360みたいなもの。
逆の結果だったらよかったのにね。
そのほうが、「うちはシルク映えするようにカリカリチューニングなんだぜ」とか言える。
実験しよう
さて、手元の環境でどうなるか実験せねばなるまい。
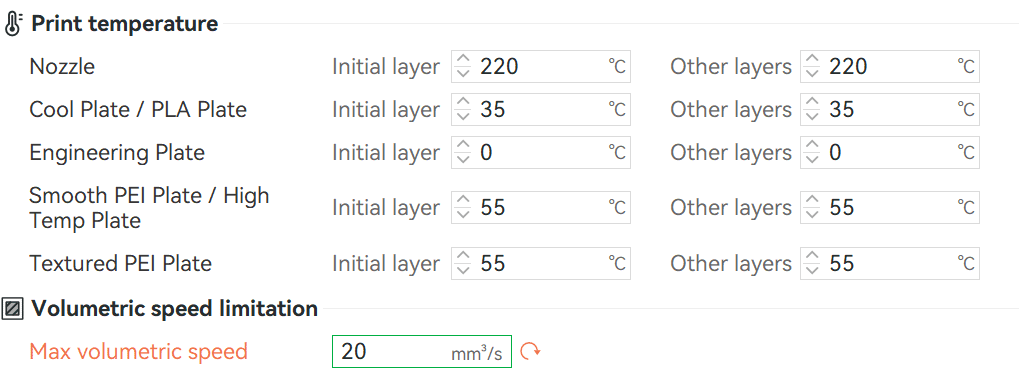
フィラメントの設定は一律とします。
ノズル温度は 220℃、最大流速は 20 mm3/s とする。
ケース1: Outer wall = 300mm/s
スライスするとだいたい250mm/s でてる。
最大流速の上限のせいで頭打ちになってるようです。

ケース2: Outer wall = 150mm/s
一気に150まで下げる。

ケース3: Outer wall = 100mm/s
割と普通な速度じゃなかろうか。

ケース4: Outer wall = 60mm/s
この辺りがシルクフィラメントのメーカー推奨値上限

ケース5: Outer wall = 30mm/s
ここだけ画像撮るの忘れてた。
スライス画像を載せてみたけど、あんまり意味がないなぁ。
ケース1以外は色変化がないので、すべて等速で印刷できてるみたい。
結果発表!
上から撮影してみた。60と30mm/s は やや黄色味と光沢がある。

ひっくり返してみた。違いがない。

タイトル画像と同じもの。
これが一番わかりやすい。
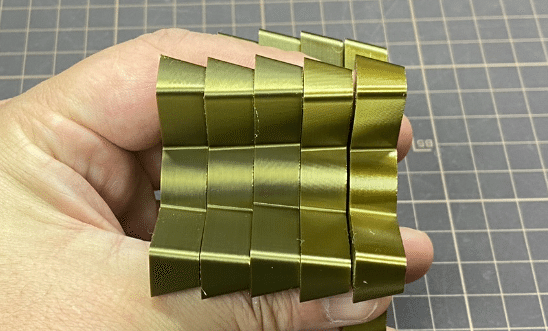
Banmbu lab の wiki の記載通りで、30~60mm/s で印刷すると光沢がでるようです。
画像で見ると右側のほうが質感がいいように見えますかね?
でも、現物は左側のほうが金属感があり、くすんだ真鍮のような質感です。
右のほうはプラスチック感がある。
安物のメタリックの缶スプレー塗装のような感じです。
ノズル温度は220℃というのは、PLAにしては割と高めの設定です。
おれが持ってた今までのプリンターでは205℃ぐらいでした。
温度が高いほうがZ方向がしっかりくっつくらしい。
そのせいか肉眼で見ても積層痕が目立たない。
温度はなるべく高くするという発想がなかったな。
3Dプリンター歴は・・・5年ぐらいになるけど、まだまだ知らないことが多いなぁ。
温度設定は強度に影響するので、部品を中心に作ってる身としてはよい経験となりました。
質感の好みもあるけども、おれの場合はなるべく高温・高速に印刷するのがよさそうです。
おしまい