
PC(ポリカ)の印刷を試しつつ消費電力も計測する

2年以上前に買ったポリカのフィラメントを今頃になって試してみました。
ついでに消費電力も計測してみようと思います。
フィラメントはこちら

このフィラメント、PCの割には温度設定が低めでいけるというシロモノなのです。当時は3,200円だったのに今のほうが700円も安い。
レビューを読んでみると面白い情報がありました。
・PC+PETGである
・とても強度がある
良いのか悪いのかわかりませんが、手元にあるのはこれだけなので早速試してみましょう。
ポリカーボネートの特徴
とにかく使い勝手がよい素材です。打ってよし、投げてヨシ!
ポリカーボネートは透明樹脂のなかで耐衝撃度に最高クラスに優れ、光線透過率は85〜91%とガラスと同等の透明度がある採光材です。 また、耐熱温度が120℃で熱にも強くて耐候性もあるため、建材から産業機械カバーなどの幅広い用途で使用されています。
ただし、単体では紫外線に強くないと思います。建築資材の波板はつるつる面のほうに紫外線吸収の何かががついてます。自動車のヘッドライトはポリカ製ですが、こちらも表面がコーティングされており、コーティングが剥がれると急激に劣化が進みます。カサカサになった車をよく見かけるよね。
製品によっては性能向上してるものがありますが、それはPCそのものの性能ではなくて追加の材料による効果なので、誤解しないように気を付けましょう。
Bambu Lab P1S でポリカの印刷はできるのか?
サイトの製品説明ではPC非推奨です。ABSまではOK。

あら、ここには可能と書いてある。
ホットエンドは300℃までいける。
やってみないとわかんないよね。
お題はこちら
PCといえば丈夫!丈夫さが必要な小物といえばジグです!
これは円柱のセンターに線をひく定規です。
こいつに丈夫さは求めてないが、これで試してみよう。

1回目: Nozzle = 250 ,BED = 80
一応、印刷できました。微妙に反って剥がれてます。

PEIのシートなのに剥がれやすいのよね。
世間一般ではPEIは剥がれにくいのだとか。
ちょっと力を入れたら崩れた。PLAのほうがよっぽど丈夫です。

消費電力も計測してみた
電源ON直後:4W
フィラメントロードのためにノズルのみ加熱中:65W前後
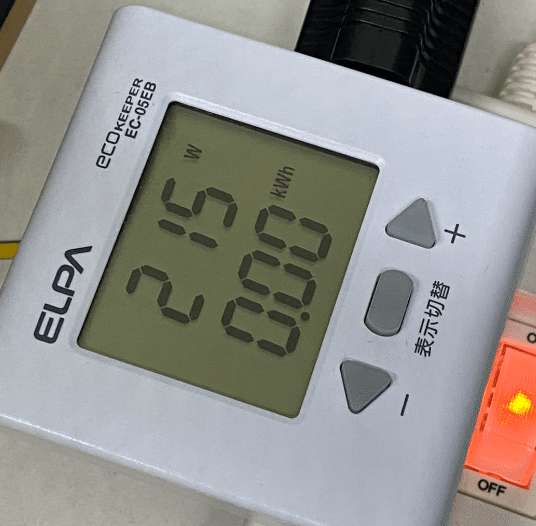
印刷開始直後のノズルとベッドの加熱中:215W
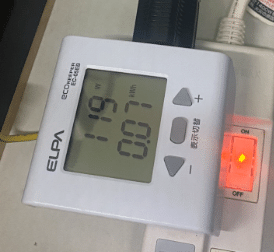
印刷中。ほぼ定常状態:120W
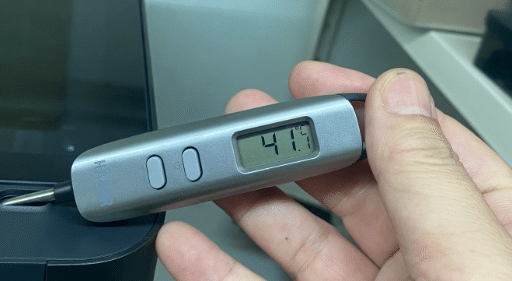
庫内の温度は41℃でした。想像してたより低い。
意外と電気を食ってなくてよかった。
最大で500Wぐらいいってるのかと思ってた。
カタログスペックの定格は100V 350Wって書いてあるからこんなもんか。
この値は部屋の温度と印刷時の設定温度で変化します。
目安程度に覚えておこう。
2回目: Nozzle = 255 ,BED = 85
ベッドの定着と強度をましましにするセッティングです。

ちなみに、Bambu純正のPCフィラメントのセッティングはこちら。
適正値はまだまだ高いところにある。
自分の部屋に高温を発する機器があるのが嫌だなぁ。

印刷中・・・。微妙な反りがでてきたっぽい。

印刷終わってすぐに剥がすのはよくない気がする。反りが増えそう。
樹脂にはガラス転位点というのがあるそうで、この温度をゆっくり通過すれば反らずに固まるんだってさ。
Bingのcopilotに聞いたところ、こんな感じでした。
・PCは150℃ぐらい
・ABSは80~110℃
・PETGは75℃
・PLAは60℃
PCは温度設定が高いから難易度高いなぁ。
印刷したものはそれだけ安心して使えるってことでもある。
印刷結果を見てみよう。
0.5mm ぐらいの反りがある。用途次第では許容できるかも。

力を入れるとあっさり折れたが、さっきより崩れ方がマシ。

あぁ、疲れてきた。ここから先は有料です。
うそうそ。いま印刷中なんです。
平日の夜なので、そげんがんばらんばい!
あとで更新しておきます。
ジグなら密度を高くしたほうがいいかも
今頃になって気づいたのですが、ジグを作るなら密度は100%にしないといけないのではないですかね。上記の3つのinfill はGyroidの 15% です。ぜんぜん足らんよな。
今回はお試しなのでヨシとしますが、永く使える道具をちゃんと作りたいならしっかり密度をあげておこう。
あれ?ここの、ポキっと折れた箇所は密度100% っぽいぞ。
しっかり詰まってるね。

面白いことに、ここの鋭角の部分はかなり丈夫です。
こちらも厚みは3mmなのにね。
力づくで折ってみたけど断念しました。手が痛い。

3回目: Nozzle = 260 ,BED = 90
あぁ、もう飽きてきた。もうちょいがんばれ。

反りはなくなり、びったりくっついて剥がれにくくなった。

破壊試験の結果、同じところが折れたけど、全体はくっついてる。

5~6層目をスライサーで確認したところ、接合部分がスカスカだった。
そりゃ、折れますよね。

総じて
飽きっぽい性格なのでここで終わりますが、260℃/90℃ で十分じゃないでしょうか。
3mm 厚で十分に強度があります。剛性感はそうでもないかも。
8mm 角の部分(インフィル15%)を手で曲げても撓んでる感じがないです。
スライサーのセッティングは大事ですね。
接合部分は見た目の印象と中身が違うかもしれないので気を付けないといけません。
全体的に密度をあげるか、外周増やすか、部分的に密度をあげるかすればいいと思う。
平日なのにがんばったなぁ!