
CNCとトリマーの違い

CNCをやるにあたってわかったことをつらつらと書いていきます。
おれの場合、だいたいにおいて、「ざーっと調べてとりあえずやってみる」という進め方なので、失敗して後で正解を知ることが多いです。
この記事は分かったことを随時更新していきます。
そのうちきれいに書き直す・・・かも。
トリマー用のビットはエンドミルとは言わないようです。
金属加工で使うNC旋盤用のビットをエンドミルというみたい。
径さえ合えばトリマーにも使えるので、安い6mmのエンドミルを使ってます。
最初は刃数が多いほうがよいと思って4枚刃を買ったけど、すぐに焦げて切れなくなった。2枚刃のほうがよいみたい。(使い方が悪いせいもある)
ビットを焦がすと金属が変性して切れなくなってしまいます。
(焼き戻しややきなましとかのアレです。語るほど知らないので触れません)
とにかく無理な負荷をかけずに少しづつ削っていく必要があります。
SM2は本格的なCNCではないので、軸のサイズは1/8インチ(3.175mm)です。
トリマーの1/2。ルーターの1/4です。ちっさいね。
インチとメートルがまざるとうっとうしい。
そして最大回転数は12000rpmです。これもトリマーと比べると半分以下。
無理はできません。
ところで、タイトルの写真はBTMT社のスパイラルビットです。ダウンカットなので表面がとてもキレイになるらしい。
「らしい」と書いてるのは、ここのビットは高いから買ったことないんです。
欲しいなぁと思いつつ、ポチるのはいつもAmazonの中華製。
トリマーもCNCも上から見るとビットは右回転です。
トリマーの場合は進行方向に対して左側に材を置いて上方向に切り進めます。
こうすることでビットが食い込んで左側に反れようとする力が働きます。
トリマーは人力なので、左側にガイドをつけて押し付けながら動かすことでガイド通りのラインをなぞります。
※下の絵は、http://cadiy3d.com/wp/archives/5397/ の転載です。この場合は左から右ですね。

でも、CNCは逆みたい。そしてこれをダウンカットというそうです。
以前の記事ではトリマーと同じだったと書いたことがあったのですが、設定次第で変わるし、両方向で自動切換えになる場合もあるようです。
次に、こちらはFusion360のCAMの中の設定値の説明文です。これまた向きが逆でわかりづらいけど、よく見るとトリマーとは逆であることがわかります。
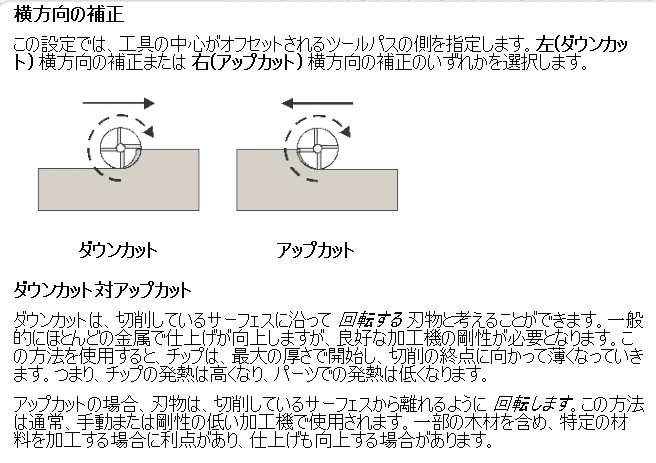
最後の2行に意味深なコメントがある。結局のところ、木材に何が最適なのかは、よくわからん。デフォルトがダウンカットなのはパーツの出来を優先してるってことなのかな。
そして、ビットのダウンカットと走査方向のダウンカットは別物です。
てっきり逆方向に回転させるのかと思ったらちがった笑
試すしかない。(←これがほんとに苦手)
おれがAmazonで買ったエンドミルはアップカットでした。これは削った材が上に上に流れていきます。なので最後の切りくずが切り取り切れずに残る。ダウンカットが欲しかったけど、なぜかアップカットしかなかった。
更にエンドミルにはフラットだけじゃなく、ブルノーズってのがあることを知りました。
これは先っちょが微妙に丸みを帯びている形状です。
木工用のトリマービットには微細な違いは意味がないせいか売ってない。
もっと大きな形状でディッシュビットとかならあります。
適切な回転数や送りの速度も気になります。
どこぞで読んだ記憶があるのですが、アルミの場合は速すぎても遅すぎてもだめらしい。
アルミは柔らかいから発熱で余計に柔らかくなってスパっと切れずにぐにゃっとなるのです。ほどよい速度が必要みたい。
速度ってのも、回転数とビットの径と送り速度が関係するからそこらへんひっくるめた加減が必要なはずです。
けど・・・試してほどほどのところでよしとしたほうがよいと思います。
大量生産するわけではないし、設計~下準備~後処理の時間のほうが格段に長いので彫り込む時間を気にするのは無駄無駄無駄無駄ァ!
と、思いつつも、彫り込むとうるさいので作業時間帯が限られてくるから速いに越したことはないです。
CNCは2Dだけじゃなく3Dもあるし、5軸とかもあるからまだまだ奥が深いです。
ただ・・・必要かというと、今のところは用途が思いつかないし、5軸になるとFusion360の課金がすごく高額だし、SM2もまだ対応モジュールないから当面は気にしないでおきましょう。
3Dはどうなんでしょうね。滑らかに加工するにはその分往復回数が増えるのでものすごく時間かかるんだろなぁ。