
いと〜基礎から応用まで

これまでの織物、染色のnoteと同様に、加工糸に関する知識を身につけていきたいので、この記事を随時アップデートしていきます。
加工糸とは??
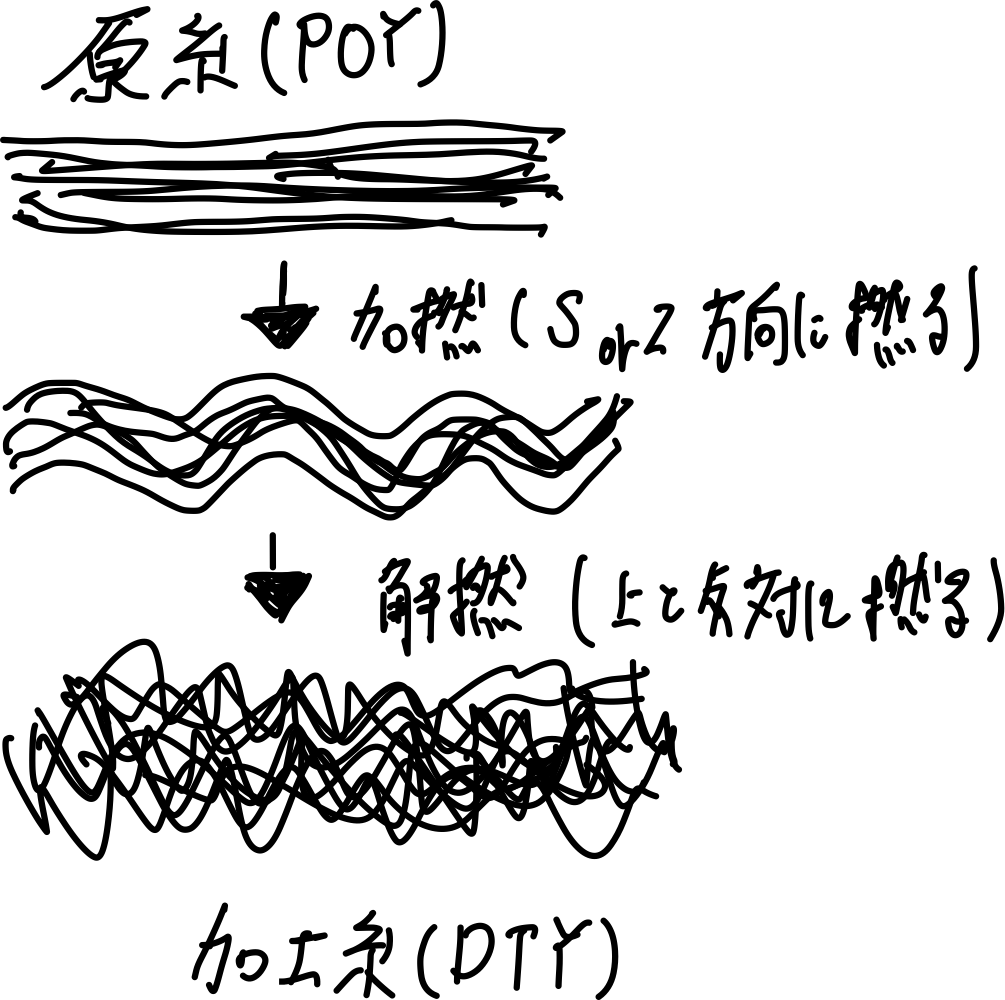
加工糸と言われると、ほとんどがポリエステルやナイロンのグニャグニャした形(クリンプ形態)の糸だと思っていいです。普通、まっすぐな化学繊維をなぜ、クリンプ形態にするのかというと、真っ直ぐな糸に比べて、伸縮性や嵩高性を持たせたいからです。曲がっていた方が伸びやすそうですよね!
どうやって、クリンプを与えるかというと、合成繊維の熱可そ性(熱で変形する性質)を利用します。まず、糸に撚りをかけた状態で加熱・冷却することで撚りのかかった状態を繊維に固定します。その後、最初に撚った方向と逆方向に撚りをかけると(※ここで熱を加える場合と加えない場合の2パターンがあります)、ふわふわした糸が出来上がります。はじめに撚りをかけたときに熱(軟化点温度以上)を加えることで、捻り歪が緩和されて撚りが戻りにくくなります。
加工糸の基礎的なことはこのリンク先でわかりやすく説明されています!
仮撚数
緻密で伸縮性ひ富んだ糸を得るためには、仮撚数を多くしなければいけません。限界に近い撚り数(撚線角度45度)まで、撚りをかける式というものが発案されています。ナイロンに適用されたHeberleinの式というものが有名です。
T=275000/(60+D)+800
T:1mあたりの撚り数
これ以外にも、太さを考慮した撚り係数と繊維の比重を勘案した式もあります。
ナイロン:√D×T=24000~31800
ポリエステル:√D×T=26500~34900
撚りをかける数がクリンプ具合を決める要因となっています。
むら感とストレッチのある糸の作り方

※写真はイメージ
合成繊維で上の写真のようなむら感のある糸は、仮撚で作ることができます。しかもストレッチ性もあるので、天然繊維にはない機能性も付与できる点がいいですね。そんなむら感とストレッチのある糸の作り方に関する文献(東レ・オペロンテックス株式会社の特許)を見つけたので、まとめておきます。文献を詳しく読みたい方は下のリンクをクリックしてください。
⬆️詳細はここをクリック
使用する糸:
使用する糸は、PET(一般的なポリエステル)とPTT(PETの親戚)を合わせて作った糸です。PETとPTTが貼り合わさったり、一方の中にもう一方が入り込んだものなどがあります。

むら(色・細太)の出し方:
色にむらを出すためには、糸に細い部分と太い部分を作る必要があります。なぜかと言うと、細い部分は、分子間の隙間が狭くなるため(繊維内部の分子配向が繊維長手方向に揃うため)分散染料が繊維内部に入りにくくなり、淡染となります。一方、太い部分は、実質的に延伸されていない未延伸部(※1)であり、捲縮も少なく、濃染となります。このため、糸にむらを作ることができます。
肝心の細い部分と太い部分をどうやってつくり出すかについては、詳しく書かれていなかったので、イメージできませんでした。
※1 未延伸部分とはSSカーブにおいて、伸長しても応力がほとんど増加しない、いわゆる自然延伸倍率(NDR)を有する部分のこと(下記画像参照)



細太の加減は、U%を4〜20%にするのがいいみたいです。
・U%が4%未満→太細繊度差が小さくなり太さむら効果が弱くなり易い。(目視で確認できないこともある)
・U%が20%を越える→太細繊度差が大きくなり過ぎて工程通過性の低下や、製品にスケ感、アンバランスが生じ易くなる。
キックバック性とストレッチ性の出し方:
適度なキックバック性、ストレッチ性を得るために、低粘度側のポリエステルの極限粘度[ηb]と高粘度側のポリエステル極限粘度[ηa]の極限粘度比([ηb]/[ηa])が0.3〜0.8であることが好ましいみたいです。
仮撚条件:
①ヒーター温度
150~195℃
→伸縮伸長率を80%以上得るため
※PTTは、195℃以上の熱に耐えられないみたいです。

スピンドルとフリクションタイプの仮撚条件の違い
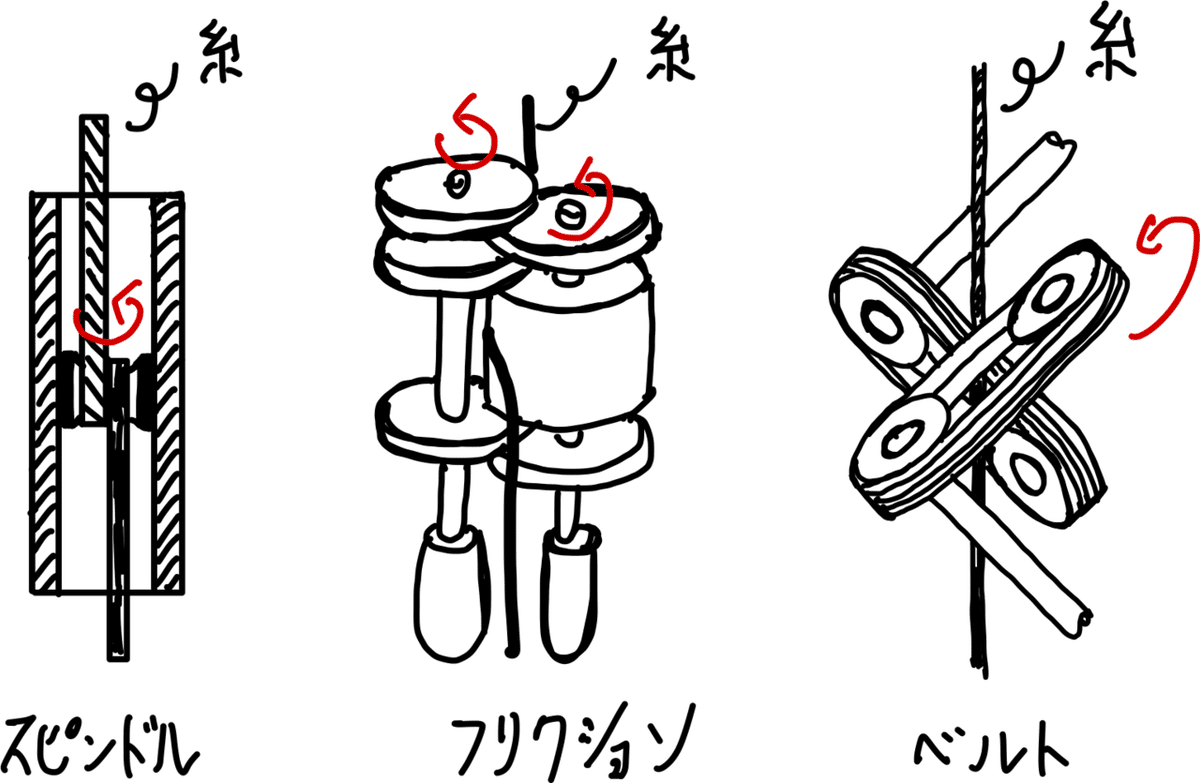
仮撚り(撚りをかけた後、逆に撚りをかけること)は、スピンドル・フリクション・ベルトの3つの装置で行うことができます。それぞれのメリット・デメリットは調べてみてください。私は、スピンドルが回るだけで、なぜスピンドルより下の糸は、上と逆方向に撚りがかかるのか頭では中々理解できませんでした。理解できない方は、ぜひ自分で、棒に糸を巻きつけて棒にかかっている部分の糸を押さえながら回してみてください。
今回は、スピンドルとフリクションの仮撚り条件に関する文献(ユニチカトレーディング株式会社の特許)を見つけたので、まとめておきます。下の文献を詳しく読みたい方は文献下のリンクをクリックしてください。
適切な糸速の範囲
スピンドル:100m〜200m/分
フリクション:200〜700m/分
適切なヒーター温度
スピンドル:150〜200℃程度
フリクション:170〜200℃程度(接触式)、200〜300℃(点接触式)
上記範囲を上回ると、いずれの方式であっても繊維同士が融着し易くなり、繊維が十分開繊しなくなるので、後に混繊し難くなるそうです。
適切な仮撚係数とディスク枚数、ディスク厚さ、K値
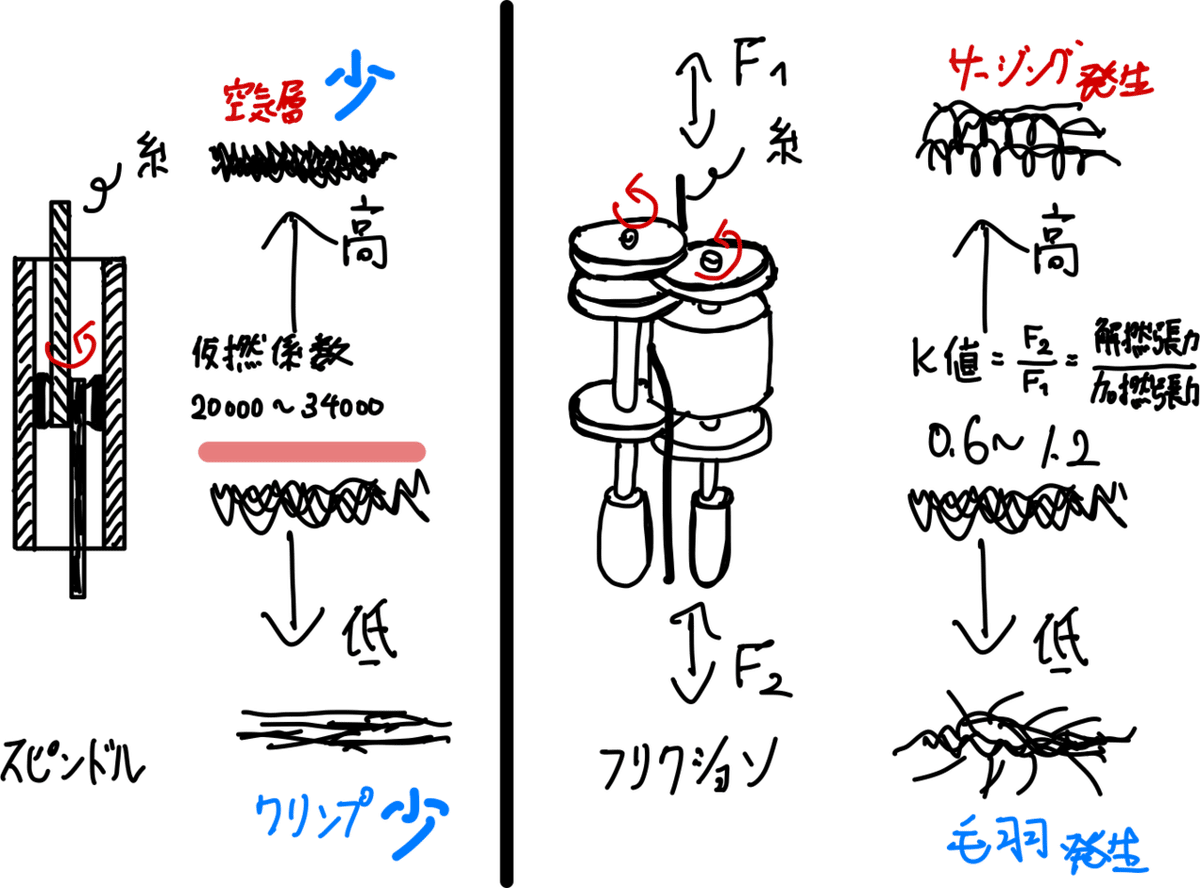
スピンドル:20000〜34000(仮撚係数)
上記の理由👆
仮撚係数が20000未満になると、捲縮が弱くなり、複合仮撚糸を構成するポリエステル繊維に十分なクリンプを付与し難くなる。このため、混繊交絡糸の表面部分における上述の微細な突出部が形成されにくくなる。一方、仮撚係数が30000を超えると、クリンプ形状が緻密になり過ぎて、混繊交絡糸の表面部分における上述の空気保持層が形成されにくくなる。
フリクション:5〜7枚(ディスク枚数)、5〜10mm(ディスク厚さ)、0.6〜1.2(K値)
※K値=解撚張力/加撚張力
上記の理由👆
フリクション方式において、ディスクとしては、一般にポリウレタン製のものが使用されています。ディスク枚数としては、一般に5〜7枚が好ましく、ディスクの厚さとしては5〜10mmが好ましいです。また、K値としては、0.6〜1.2が好ましい。K値が0.6未満になると、糸切れが増えることに加え、毛羽の多い複合仮撚糸となる場合がある。一方、1.2を超えると、サージングが生じやすくなる。なお、サージングとは、加撚された撚りが解撚域で解かれず撚りが残った状態をいう。
用語解説
仮撚係数とは、K=T×D^1/2なる式で算出される。
Kは仮撚係数、Tは仮撚数(T/M)、Dは複合仮撚糸の総繊度(dtex)
仮撚数とは、T=スピンドル回転数(rpm)/第2引取ローラ5の表面速度(m/分)で算出されるものである。
K値とは、解撚張力(F2)と加撚張力(F1)との比(F2/F1)をいい、F2とはディスクを通過した直後の糸張力を、F1とはディスクへ導入される直前の糸張力をいいます。
なぜ、K値で管理するのか?
フリクション方式では、一般に、加撚の度合いを仮撚係数で管理するのではなく、K値及びディスク枚数で管理します。この理由は、両方式の加撚・解撚機構の違いによります。
フリクション方式では、ディスクの回転により撚りがかかります。したがって、加撚の度合いは、ディスクスピードとディスク枚数とにより決定づけられることになります。ただし、ディスクスピードを直接的に管理することは、工程管理上あまり効率的とはいえないため、ディスクスピードの変動によりK値が変動する点に鑑み、K値を管理することが一般に効率的であるとされているそうです。
⬆️上記の詳細はここをクリック
融着仮撚法とは??
融着仮撚とは、原糸の軟化点以上融点以下の温度で仮撚加工を行うことによって、マルチフィラメント間を接着させ、加撚時の撚りを仮撚スピンドル通過後も撚りを解かすことなく、集束したままの形状の加工糸とつくる技術のことです。もっと詳しく知りたい方は、ここをクリック
