鹿児島蒸溜所巡りその①ウイスキー造りの土台となる焼酎造り

みなさんこんにちは!有限会社エィコーンのカエです!
先日、鹿児島の4つの蒸溜所を見学して来たので、その模様をお届けしようと思います。
どの蒸溜所も、もともとは(現在も)焼酎の造り酒屋。焼酎造りで得られた知見や技術、資産がウイスキー造りにも活用されていたということが、とても興味深いポイントのうちの一つでした。
という訳で、これからお届けする蒸溜所探訪記は、焼酎造りと切り離すことはできないため、まずは焼酎造りの基本からご紹介しますね~!もう知ってるよ…という方はその②からご覧いただければ幸いです!是非に!
今回訪れたのは、小正醸造・小正嘉之助蒸溜所(嘉之助蒸溜所)、西酒造(御岳蒸溜所)、本坊酒造(マルス津貫蒸溜所)、薩摩酒造(火の神蒸溜所)(訪問順)。どの酒造も生産している本格焼酎(芋)の作り方を(ざっと💦)ご紹介しますね。

こんなに手が込んでいるんですね💦
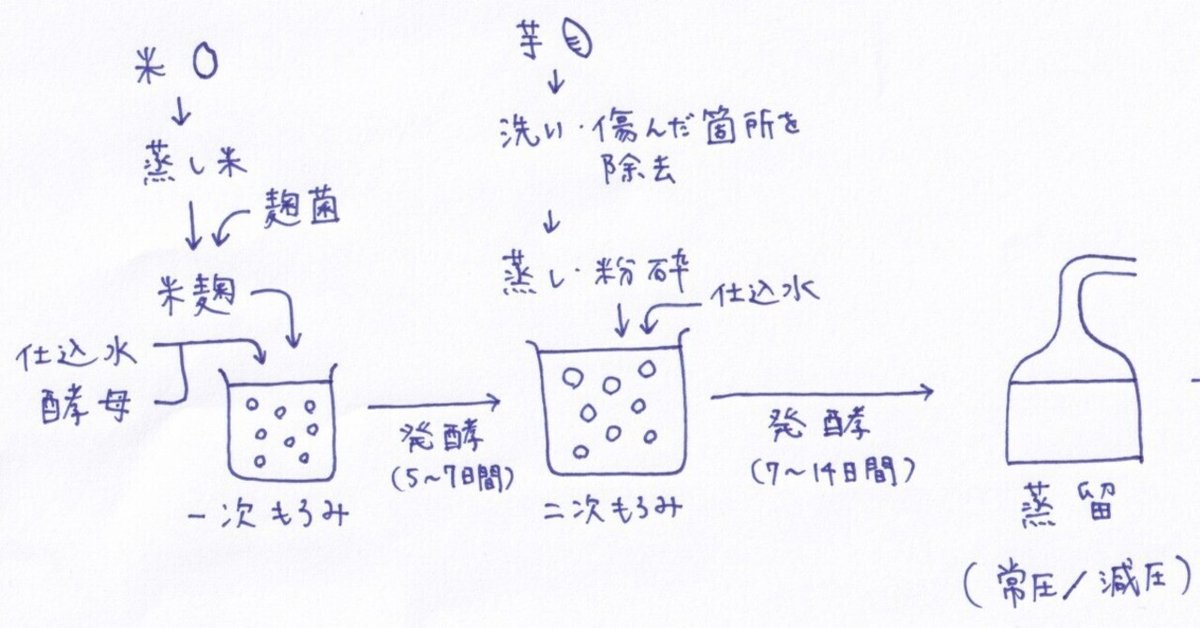
基本的には、「米」加工の工程と「芋」加工の工程があり、それらを合体させ、蒸溜、熟成させるとお考え頂ければと思います。
まず「米」の工程です。洗米、浸漬させた米を蒸し、麹菌を振りかけ、米麹(こめこうじ:米に繁殖した麹菌が、糖化酵素とクエン酸を作り、糖化酵素の作用でデンプンをブドウ糖に変える働きをするもの)を作ります。日本酒造りでもおなじみの「製麹」(せいきく/せいぎく)工程です。その米麹と、仕込み水、酵母を投入して、約5~7日間の発酵を行ったものが「一次もろみ」。
次に「芋」の工程です。さつま芋を洗い、虫食いや傷んだ箇所等を丁寧に切り落とした後、蒸して、粉砕します。
この「芋」と「仕込み水」を、上述の「一次もろみ」に投入します。約7~14日間の長い発酵を経て、できたもろみが「二次もろみ」。これを蒸溜します。
焼酎の蒸溜方法は様々。まず、常圧蒸溜か、減圧蒸溜を採用するかで出来上がる酒質が異なるとのことです。常圧蒸溜とは、通常の気圧の中で、90℃から100℃という温度下で蒸溜する、昔ながらの手法。原材料の個性が酒質によく表現されるそう。一方、減圧蒸溜とは、蒸溜器の中をほぼ真空状態にして圧力を下げることにより、沸点が下がって(40℃から50℃)、高い温度で蒸溜する際に一緒に蒸溜される「個性」とも言える物質が蒸溜されないため、きれいな酒質になるそうです。どちらがより良いということではなく、どんな原酒を目指すのかによって設計が変わります。
また、蒸溜器の形も様々。ウイスキー造りでよく見られるポットスチルに似た形状のものもあれば、縦型、横型蒸溜器も!また、ステンレス製のみならず、木製の蒸溜器もあります。ちなみに、この木製の蒸溜器を造れる方は、現在では日本でただ一人しか存在しないんだとか…。そんな貴重な蒸溜器も現物を見ることができましたよ~!後の記事でご紹介します!
蒸溜した後は、貯蔵・熟成。ステンレスタンクか、甕(かめ)、樽、大きく分けて三種類の貯蔵・熟成方法があります。大量生産に向いているステンレスタンクに比べ、甕(素焼き)と樽は、ウイスキー好きの皆様もご存知の通り、空気の出入りがあるため、熟成が速く進んだり、味わいに変化が生じたりと、それぞれに違いがあります。樽で熟成させる焼酎を作っている酒造の一部は、自社で樽工場(いわばクーパレッジ)を持っている点も大きなポイント!ウイスキーにもそのまま転用できる訳ですね…😋
ここで注意したいのが、長期に(特に樽で)熟成した原酒は、色が付いてしまうこと。「付いてしまう」というのは、酒税法上、色付きのスピリッツは焼酎として認められないということなのです😥なので熟成具合を慎重に見極めるか、瓶詰めする前に濾過して色を落とす、といった工夫を施さなければなりません。この点はウイスキーとは大きく異なりますね。
さて、焼酎造りの基礎知識は頭に入りましたでしょうか?これから4つの蒸溜所の訪問記をご紹介しますが、その際に「焼酎造りで得られた知見・技術・資産」が活用されているポイントも一緒にご紹介したいと思います!そこに、焼酎大国・九州における、ジャパニーズクラフトウイスキーの個性が光っていると思いますので…。それでは、飽きずに続きもご一読頂ければ幸いです!